Selecting a master, Tolerances, Figure 3-1 weld data showing force and current – Dr. Livingstone, I Presume WELDWISE 2400 User Manual
Page 26: Figure 3-2 example of a weld lobe for force
0430-INS-400 Rev. D
3-2
remain clamped until the ladder logic has been reset). Parts with rejected welds can then be
immediately identified and isolated from parts with accepted welds.
Selecting a Master
A Livingston weld monitor can store a number of masters (contains master tolerance limits) that are
selectable using the binary select inputs. Selecting different masters is desirable for weld heads that
make more than one weld perhaps with a different weld schedule or different part stack up. Please refer
to the General Setup Menu section in this manual for more information on binary select modes. The
WeldWise 2400 Binary Select inputs are 24V discrete connections located on the rear of the monitor.
Tolerances
Understanding tolerances requires an
understanding of the weld lobe. Restated
simply, a weld lobe is the range for any
welding parameter in which a high-
quality weld can be made. A weld lobe
is typically defined by destructively
testing welds and then examining the
corresponding weld data to determine
quality limits.
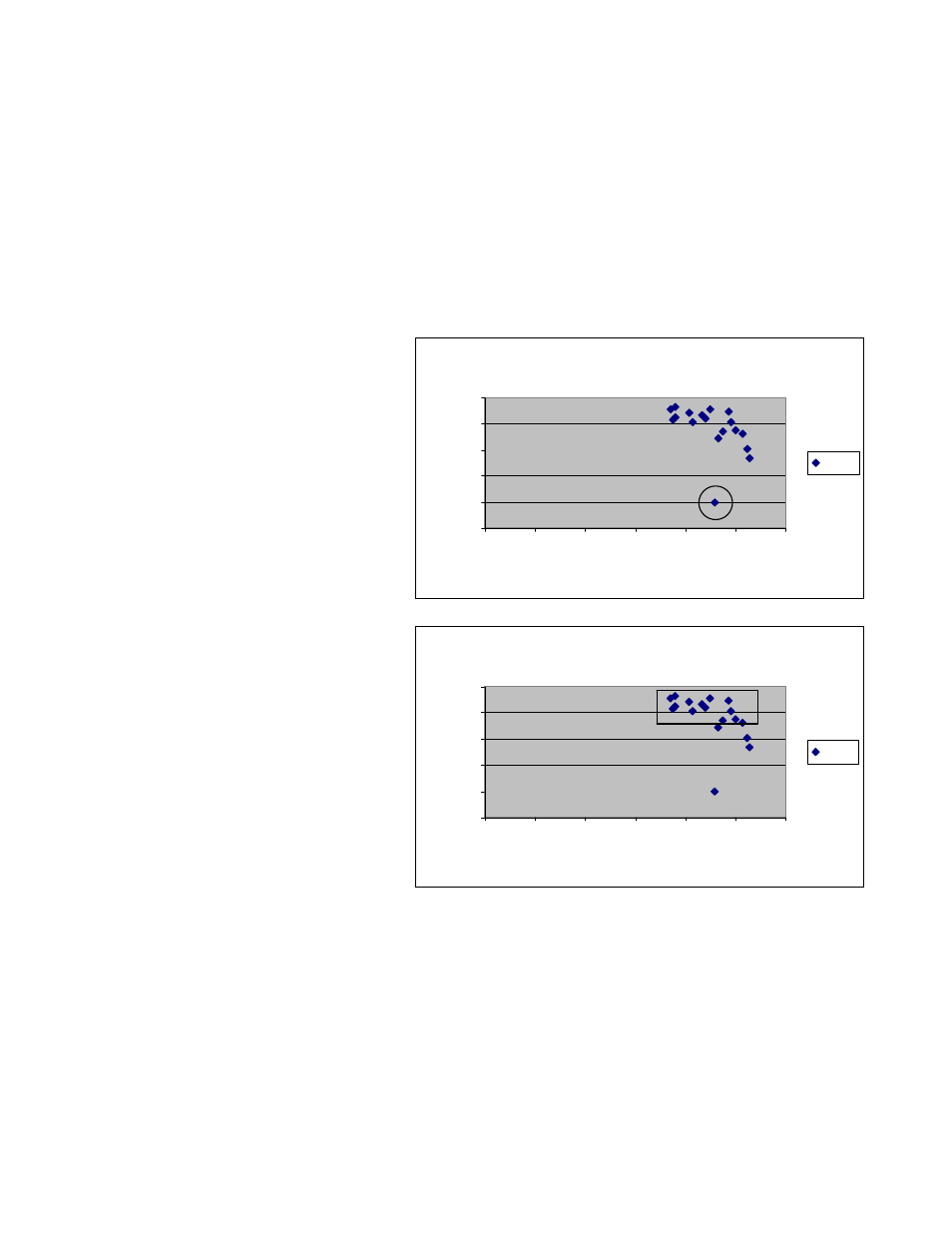
An example of collected weld data is
shown in figure 3-1. In this graph, the
diamond shapes represent welds made.
The horizontal axis is the weld Current
(measured in KA) and the vertical axis
is Force (measured in lbs.). Although
this particular graph only shows force
and current, all weld parameters can be
toleranced using a Livingston monitor.
The locations of the diamonds show
exactly how much force was used at a
particular current for the displayed weld
set. For example, the circled diamond in
figure 3-1 indicates a weld made with
approximately 9.5 KA of weld current at
895 lbs. of force.
To determine the lobe for this particular data set, each part associated with these welds would be
destructively tested. Suppose that testing revealed that the welds made within a range of about 908 to
914 lbs. of force, with a range of about 7 – 11 KA of current were all good. If a box is drawn to isolate
these ranges, as shown in figure 3-2, the area within that box is the weld lobe. The box itself represents
the tolerance limits, or the limits of the range in which good (high-quality) welds can be made. A
master is what provides the monitor with a weld signature that is within the weld lobe. Tolerances are
what define the boundaries of that box. Once a master is created and toleranced, Livingston monitors
will reject any welds that have fallen outside of the box (out of tolerance), while any welds inside the
box (within tolerance) will be accepted.
Weld Data: Current vs. Force
890
895
900
905
910
915
0
2
4
6
8
10
12
Current Rms in KA
Force in Lbs.
force
Figure 3-1 Weld data showing Force and Current
Example of a Weld Lobe
890
895
900
905
910
915
0
2
4
6
8
10
12
Current Rms in KA
Force in Lbs.
force
Figure 3-2 Example of a Weld Lobe for Force