Recommendations for producing quality welds – Dr. Livingstone, I Presume WELDWISE 2400 User Manual
Page 17
0428-INS-400 Rev. E
1- 9
Recommendations for Producing Quality Welds
To produce high quality welds consistently, follow these tips:
1. Be sure that the electrodes you are using are suitable for the job.
2. Use standard electrodes whenever possible.
3. Select an electrode tip diameter suited to the thickness of the stock being welded.
4. Make use of flow indicators for viewing and assuring proper cooling water flow through the
electrodes (typically, 1.5 gallons per minute).
5. Ensure that the internal water cooling tube of the holder projects into the tip water hole to within ¼
inch of the bottom of the tip hole.
6. Adjust the internal water-cooling tube of the holder to the appropriate height when switching to a
different length tip.
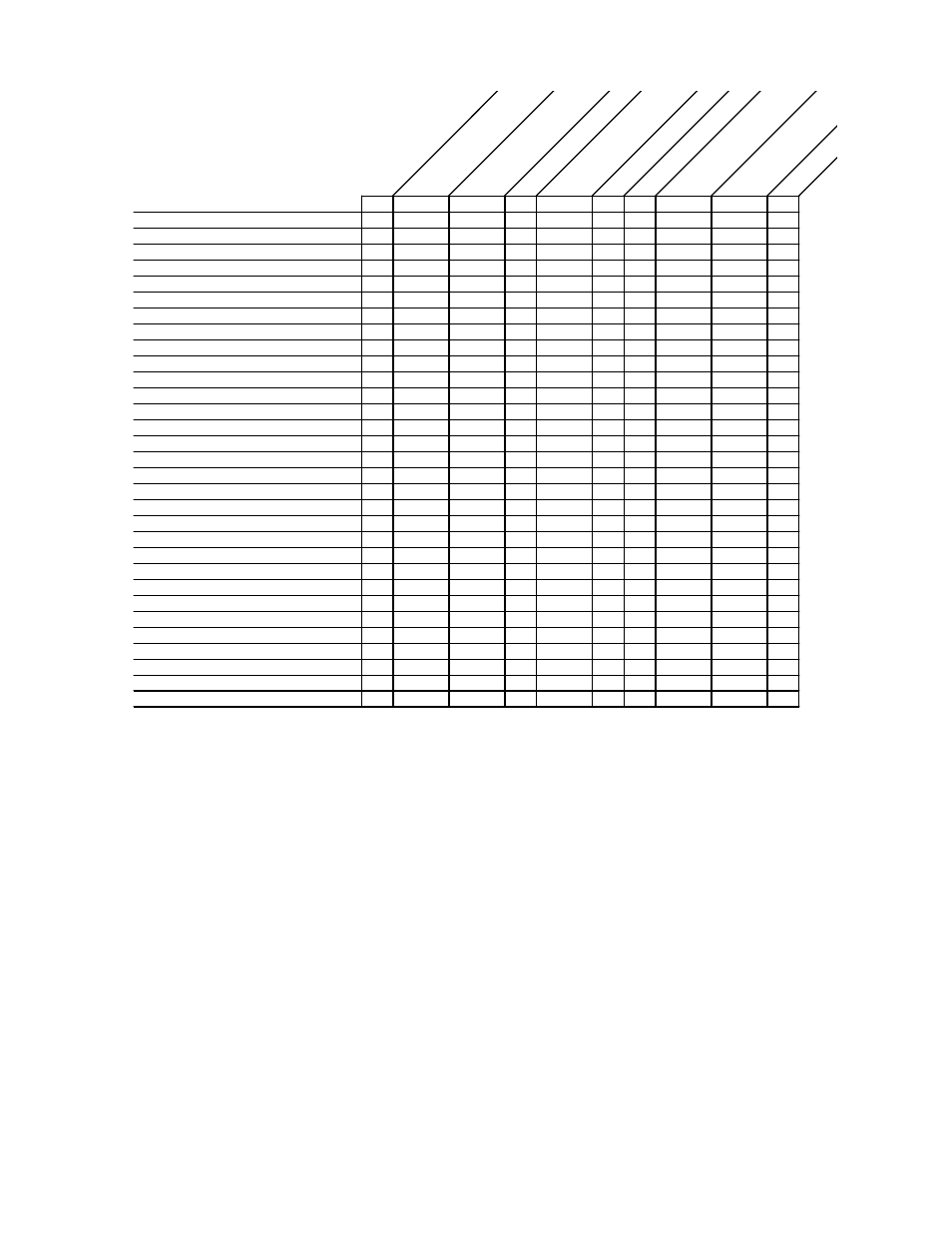
Exce
ss
In
den
ta
tio
n
Ele
ctr
od
e
Mu
shro
om
in
g
Un
dersized
We
ld
Nu
gg
et
Off
set
Weld
Nug
ge
t
Mis
sh
ap
en
We
ld
Nu
gg
et
Ex
pl
us
io
n a
t Surf
ac
e
Exp
uls
io
n a
t I
nt
erf
ace
Cra
cked
o
r Po
or Wel
d
Nugg
et
Di
sc
ol
ored
We
ld
Nu
gg
et
No
Weld
Weld Force Too High
X
X
X
X
Weld Current Too High
X
X
X
X
X
Weld Time Too Long
X
X
X
X
X
Weld Force Too Low
*
X
X
X
X
Weld Current Too Low
X
X
Weld Time Too Short
X
X
Electrode Face Too Small
X
X
X
X
X
Electrode Face Too Large
X
X
Insufficient Electrode Cooling
X
Electrode Allow Too Soft
X
Electrodes Not Flat & Parallel
X
X
X
Electrodes Misaligned
X
X
Poor Fit Up
X
X
X
X
X
X
X
Poor Heat Balance
X
X
Weld Spacing Too Close
X
X
Weld Too Close To Edge of Part
X
X
X
Dirty Material
X
X
X
X
X
Metallurgy of Material
X
X
Squeeze Time Too Short
X
X
Poor Follow-Up
X
X
X
X
No Speed Regulator On Cylinder
X
Poor Pressure Regulation
X
Hold Time Too Short
X
Transformer Tap Set To Off
X
No Weld Switch(es) In No Weld
X
Pressure Switch Open
X
Temperature Limit Switch Open
X
Electrodes Do Not Contact Work
X
Insulated Electrodes/Holders
X
Shunt Path In Secondary
X
X
Excess Ferrous Material In Throat
X
X
Emergency Stop Switch Open
X
* If Weld Force is too low, excess heating of the material surface may cause excess indentation.
Figure 1-3 Chart of weld defects and possible causes