Dr. Livingstone, I Presume WELDWISE 2400 User Manual
Page 137
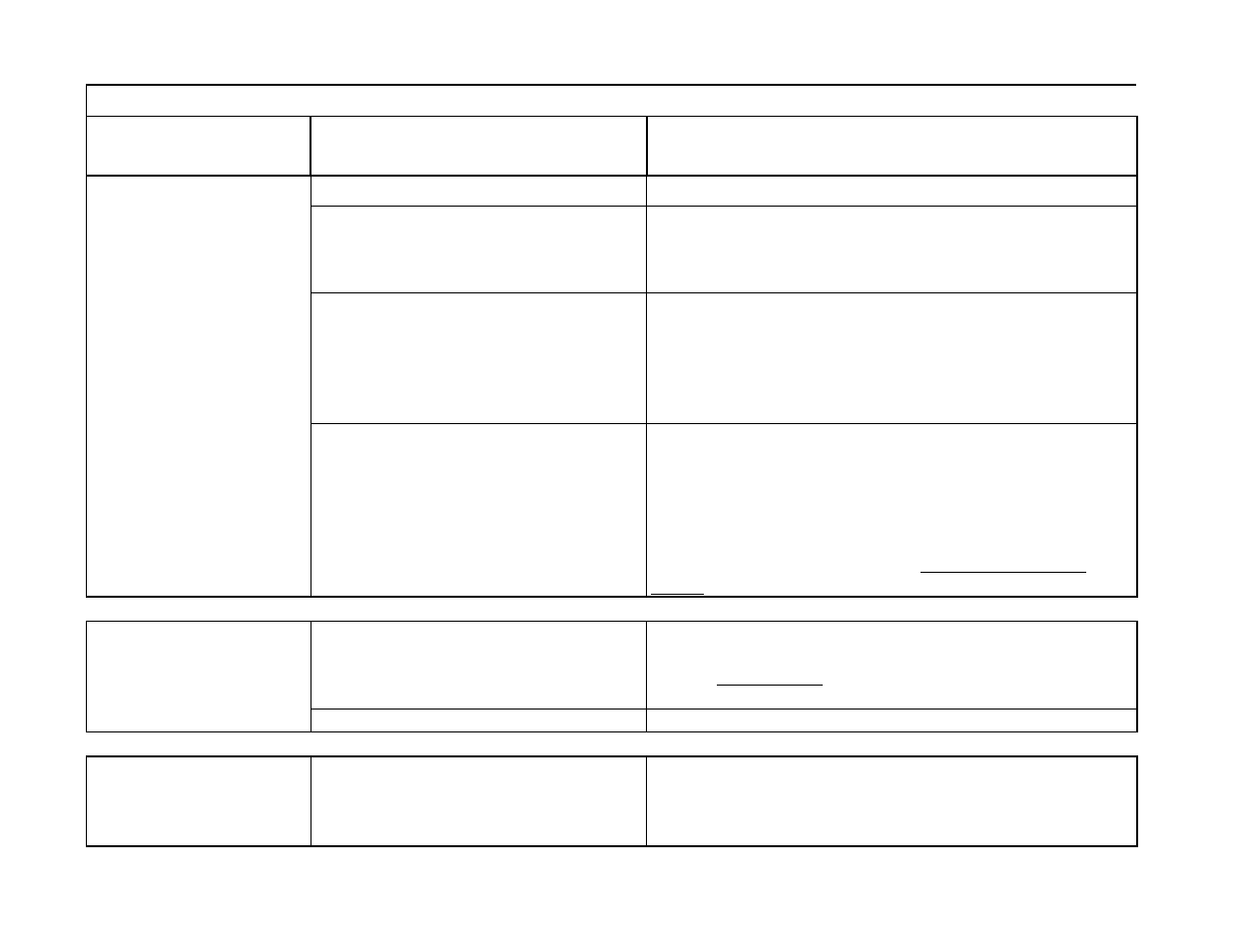
4. TROUBLE WITH TOROID
PROBLEM
POSSIBLE CAUSE OR
SYMPTOM
POSSIBLE FIX
Weld control failure.
Check the weld controller.
Toroid settings not properly adjusted.
In the General Setup menu, check the A/D Threshold settings.
Set the A/D Threshold to 750 and A/D Hysteresis to 250.
Higher settings may be required for higher weld currents. Call
Livingston Service if this does not solve the problem.
Toroid failure.
Check to be sure the buckle fastened on the toroid. Check the
placement of the toroid. Inspect the toroid for physical damage.
Also inspect connector pins for contaminants or corrosion. A
toroid that is deformed, severed, partially severed, shredded,
abraded and/or has bare wires showing may be suspect. If any
damage is found, replace the toroid.
INTERMITTENT LOW
HALFCYCLE COUNT
(HCYCLES ON)
Sensor cable failure.
Inspect sensor cable for physical damage. A cable that is
deformed, severed, partially severed, shredded, abraded and/or
has bare wires showing may be suspect. Disconnect sensor
cable from the weld monitor and replace. Try to reposition
cable so that any flexing is over a greater length of the cable
and not in one small area. Spiral wrap or guards will also help
to protect cable. Refer to Section 6, Possible Sensor Cable
Failure.
Toroid settings not properly adjusted.
In the General Setup menu, check the A/D Threshold settings.
Adjust these settings as necessary until the problem is resolved.
Refer to General Setup Section in Chapter 6, WMS Reference
guide
WELDS ARE
RECORDED WHEN THE
WELDER IS NOT
WELDING
Toroid needs relocating.
Reposition toroid to avoid other sources of current or noise.
WELDS ARE
RECORDED, BUT THE
CURRENT IS NOT
READING CORRECTLY
Calibration factor not entered correctly.
Re-enter cal factor located on cylindrical housing. Remember to
enter the cal. factor without the decimal point.
Example 0.356 = 356.
10-21
0455
-INS-4
00
Re
v.
C