Programmable variables, Programmable variables: single entry – Arc Machines 307 User Manual
Page 52
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096
Chapter 5. Page 3.
Rev. A
Programmable Variables
The programmable variables which
are controlled by the Power Supply are
divided into two categories on the
Model 307 and are shown on different
screens. Single Entry parameters are
those that are entered only once and
remain the same for all levels of a
schedule. Level/Segment parame-
ters may be changed from level-to-
level.
Non-programmable variables are
not controlled by the power supply but
are an essential part of the program
and must be controlled as well. Data,
such as electrode length and purge
flow rates may be entered from the
Associated Data screens entered
from the Weld Schedule - Main Screen.
This information will not be acted on
by the power supply but becomes a
part of the weld record for documenta-
tion purposes.
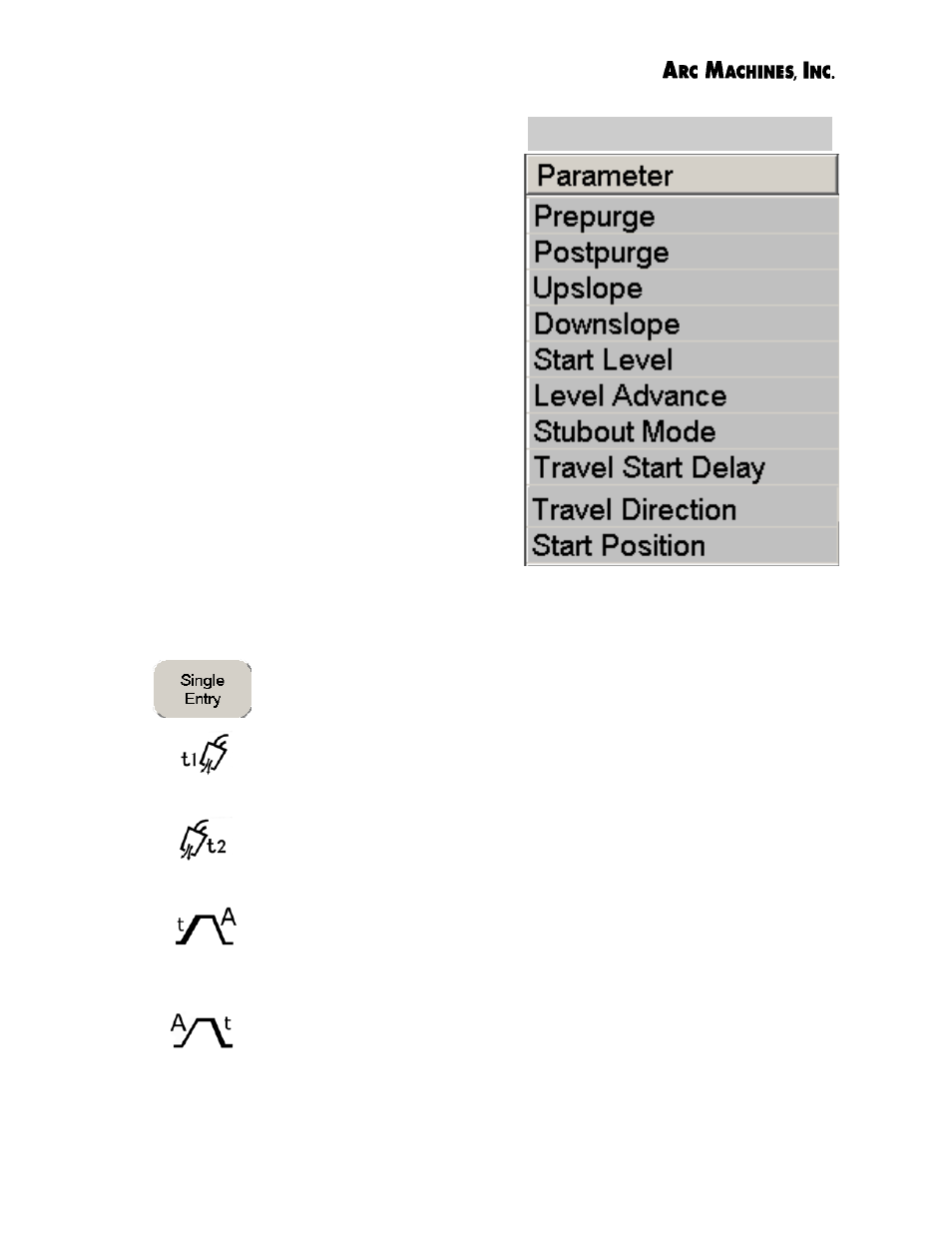
PROGRAMMABLE VARIABLES: Single Entry
Prepurge time: Inert gas must be supplied to the weld
head for the entire weld sequence to minimize oxidation
of the weld O.D. The Prepurge time is the amount of
time the shield gas flows to the weld head between the
start of sequence and arc initiation.
Postpurge is the amount of time the gas is allowed to
flow after the arc is extinguished. See chart for recom-
mended flow rates and purge times for the different AMI
weld heads.
Upslope: Upslope is the time programmed for the current
to reach the full value after striking an arc. It is normally
set to zero (0.0 sec.) for autogenous welds.
Downslope: is the time set for the arc to extinguish after
the end of the last programmed level. Typically this
should be from 4 to 15 seconds depending on tube diame-
ter.
Single Entry Parameters