Programming single entry weld parameters – Arc Machines 307 User Manual
Page 107
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096 Chapter 9. Page 3.
Rev. A
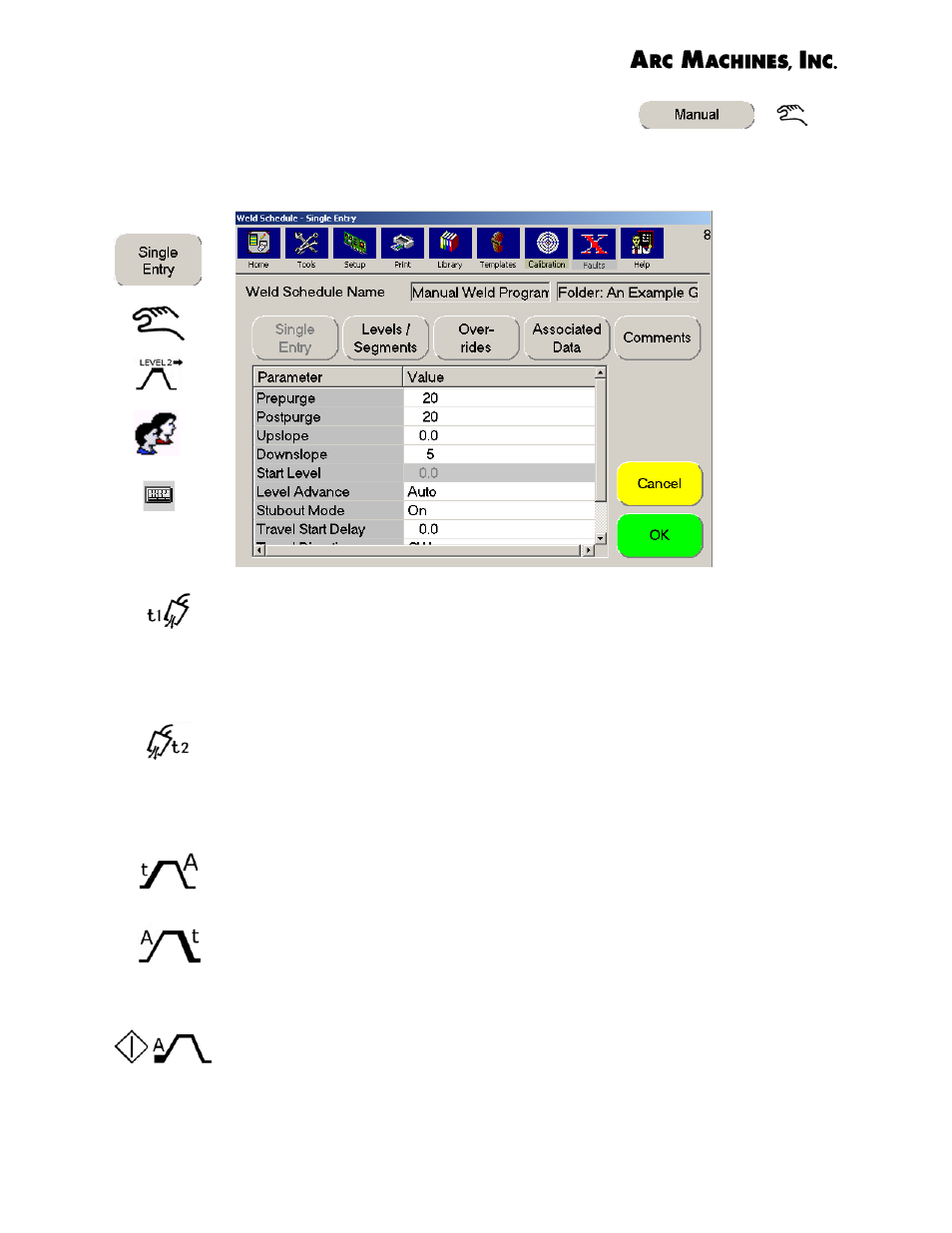
Programming Single Entry Weld Parameters
When Manual is selected, default or zero values for weld parameters will be
shown. The programmer must select each parameter and enter a value from
the keyboard.
Prepurge: The Prepurge time will default to the minimum rec-
ommended setting for the specific weld head selected. Using
longer prepurge times will result in cleaner welds and longer elec-
trode life. See Chapter 16 for recommended minimum prepurge
times.
Postpurge: The Postpurge time will default to the minimum
recommended setting for the specific weld head selected. Using
longer postpurge times will result in cleaner welds and longer
electrode life. See Chapter 16 for recommended minimum post-
purge times.
Upslope: The Upslope time is typically set for 0.0 for autogenous
welds. Upslope may be programmed for wire feed applications.
Downslope: Downslope time must be sufficient to prevent a cra-
ter or crack, no less than 2 seconds, typically from 4 to 15 sec.
Longer times are recommended for larger diameters. Enter 5
seconds for the 0.500 O.D. tube.
Start Level: - Start Level is the amperage at which the 307 initi-
ates the arc if upslope is used. When upslope is set to zero, the
start level current is equal to Level 1 primary amps.