I.d. (back) purge – Arc Machines 307 User Manual
Page 158
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096
Chapter 16. Page 5.
Rev. A
I.D. (Back) Purge
The purge supplied to the inside diameter of the weld joint must be meas-
ured and controlled. Separate flow indicators are recommended for the
shield and purge gas
lines. Prepurge and
postpurge times for
the I.D. purge are
not controlled by the
power supply but the
purge is turned on
before beginning the
weld sequence and
turned off after the
end of postpurge by
the welding operator.
These times must be
adequate to prevent
excessive discolora-
tion of the weld I.D.
Insufficient purge
gas flow will result in
discoloration of the
weld and/or HAZ of
the I.D. weld. A high
I.D. purge flow rate
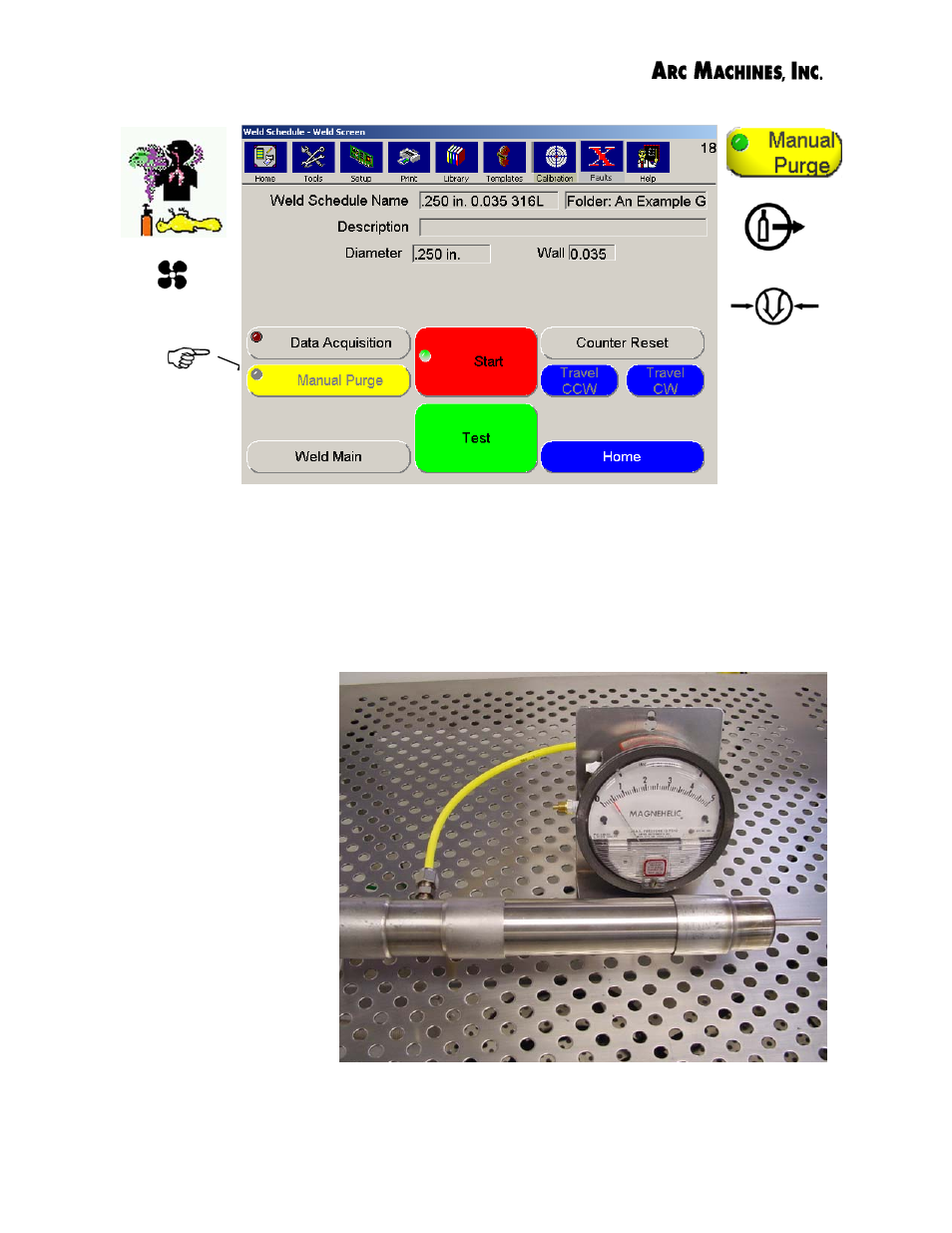
A pressure gauge inserted at the weld joint that measures gas
pressure in inches of water column is often used in high-purity
process piping applications to assure that the I.D. purge pres-
sure is correct before beginning to weld. The gauge is removed
for welding.
Prior to welding the flow rate to the weld head (O.D.) is set
by touching the Manual Purge button on the Weld Schedule -
Weld Screen screen and setting the flow from the regulator/
flowmeter.