Weld defect troubleshooting chart – Arc Machines 307 User Manual
Page 133
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096
Chapter 12. Page 4.
Rev. A
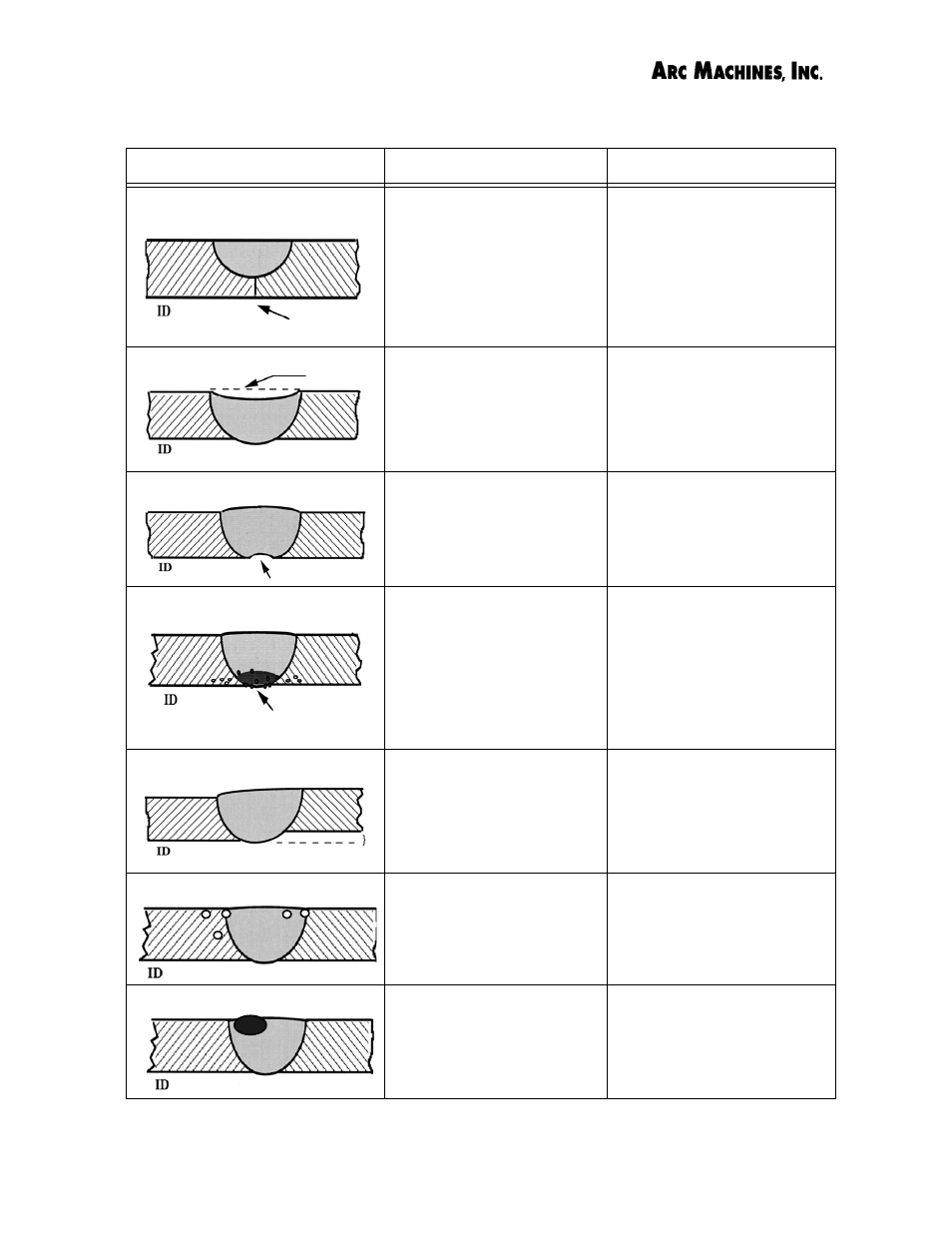
Weld Problem
Probable cause(s)
Remedy
Lack of penetration to the ID
1) Insufficient amperage
2) tungsten offset
3) different heat number
4) sulfur mismatch
5) variable wall thickness
6) Fluctuations in power
source
1) Increase amps for
affected level(s)
2) verify electrode center-
ing
3) verify heat number
4) make two passes
5) verify wall thickness -
6) Use dedicated circuit
OD Concavity
1) Too much amperage
2) Gravity (heavy-walled
material)
3) Very low sulfur content
1) Reduce amperage for
affected level(s)
2) Reduce heat for that
level 3) Increase ID purge
pressure (thin-walled tub-
ing)
ID Concavity
1) Excessive ID purge
pressure
2) Reduce ID purge flow-
rate or increase size of exit
orifice (restrictor)
Discoloration of ID (Oxidation)
1) Excessive oxygen and/
or moisture in ID purge
gas
2) Moisture and/or oxy-
gen in or on tubing -
chemical residue from EP
3) Leak in purging set-up
4) Pinched gas hose
1) Verify gas purity -
check condition of purifier
2) Clean and dry tubing -
heating may be necessary
3) Check purge system for
leaks - replace fittings
4) Check gas hose
Misalignment
1) Dimensional tolerances
- out-of-round
2) Wall thickness mis-
match
3) Worn out TCIs
4) Poor workmanship
1) Verify components
meet specified tolerances
2) Check wall thicknesses
3) Replace TCIs
4) Tack weld components
and/or use alignment tools
Porosity
1) Moisture in purge gas
2) Moisture or dirt on
weld components
1) Purify gas
2) Clean and dry weld
components
Excessive slagging
1) Impurities in base
material especially oxides
of aluminum, calcium,
silicon
1) Increase amperage
2) Vary pulse times
3) Try argon/hydrogen
mix
4) Change material
Weld Defect Troubleshooting Chart