Types of defects that are disallowed, Visual weld criteria – Arc Machines 307 User Manual
Page 163
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096
Chapter 17. Page 2.
Rev. A
For certification of orbital welds to ASME Sect. IX and B31.3, there must be
a Q.A. manual and a Q.A. program in effect and a set of generalized weld
standards which may reference any other standard, such as SEMI or ASME
BPE-2002. Qualified weld procedures must be developed, preferably on the
actual heats of material being installed. The orbital weld schedule which lists
weld parameters such as welding currents, pulse times, rotational speed,
and times is frequently used as part of the PQR.
To verify the structural integrity of welds, tube samples are welded, submit-
ted to a testing facility, and subjected to bend tests to assure that the weld
is ductile, and tensile tests to show that the weld meets the minimal tensile
strength of the base material. The weldment typically breaks in the HAZ, but
if it should break in the weld but still meet the minimal tensile strength of
the material, it is acceptable. ((No grinding of autogenous (fusion) orbital
welds in preparation of the test specimens is required.))
Documentation of welding procedures includes a WPS (Weld Procedure
Specification, form QW-482) and PQR (Procedure Qualification Record, form
QW-483). If the welder performing the welds is to be qualified as well, a
WOPQR (Welding Operator Performance Qualification Record, form QW-
484B) must be also be filled out.
Types of Defects that are Disallowed
Weld qualification to ASME Sect. IX and B31.3 does not permit discontinui-
ties such as cracks, porosity, lack of penetration of the weld bead to the ID,
undercut or excessive OD reinforcement, which would affect the structural
integrity of the weldments.
Visual Weld Criteria
Weld bead smoothness. Standards for the semiconductor and bioprocess
industries are concerned with internal weld bead smoothness, surface fin-
ish, and cleanliness of the product contact surfaces. Smoothness is impor-
tant for semiconductor applications because a smoother surface takes less
time to dry down and to get the particle count down to specified levels. Weld
surfaces in bioprocessing and food and dairy equipment must be smooth in
order to discourage microbial growth and contamination of the product.
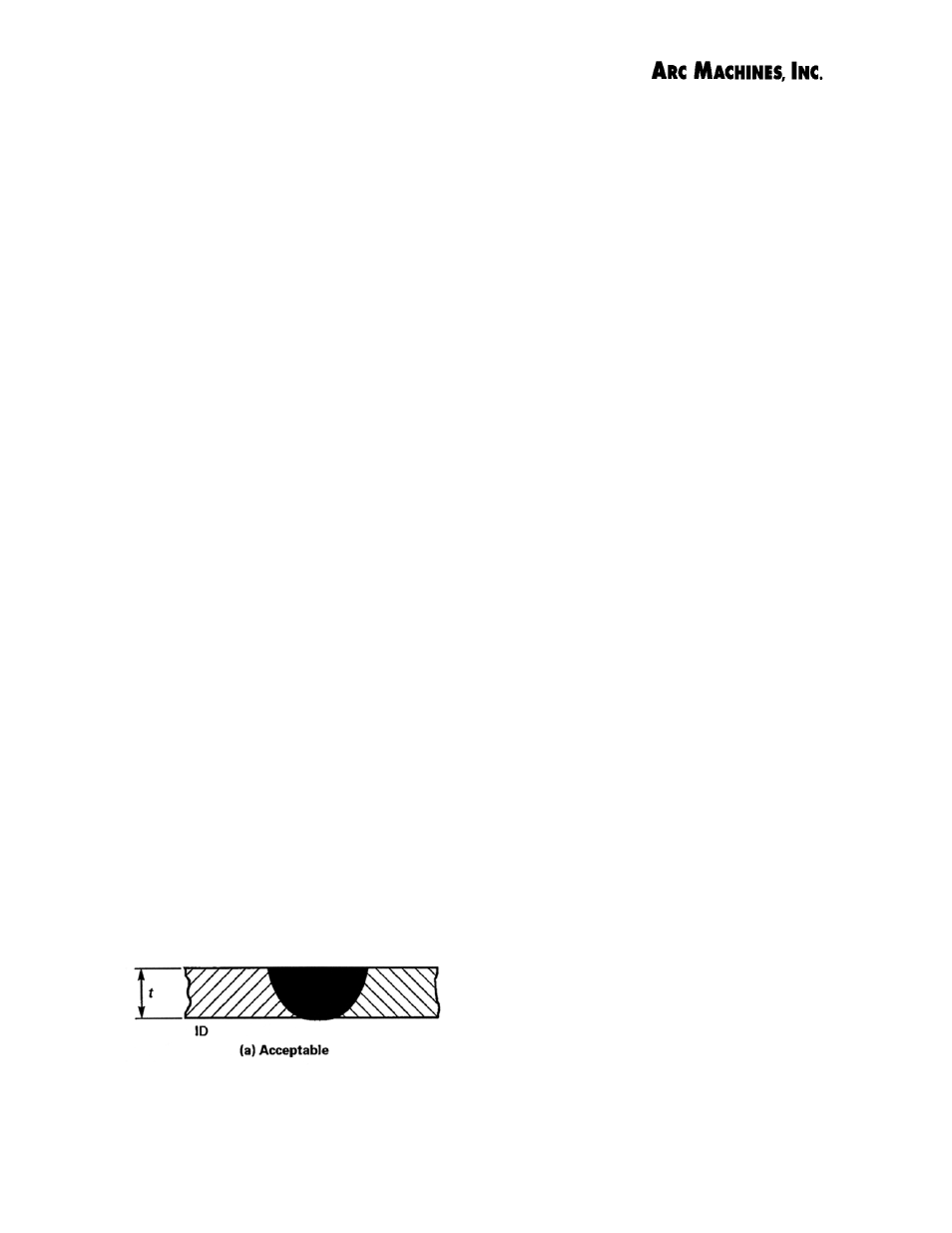
Full penetration welds. Virtually all
applications of orbital fusion welding in-
sist upon welds in which the weld bead
is fully penetrated around the entire ID
weld joint circumference. ASME BPE-
2002 requires that all welds be fully-