Tungsten type - aws color code, Importance of tungsten geometry – Arc Machines 307 User Manual
Page 149
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096 Chapter 15. Page 2.
Rev. A
tains a sharper tip and exhibits substantially longer
lifetime than other types and has excellent arc ignition
characteristics. Ceriated tungsten is non-radioactive.
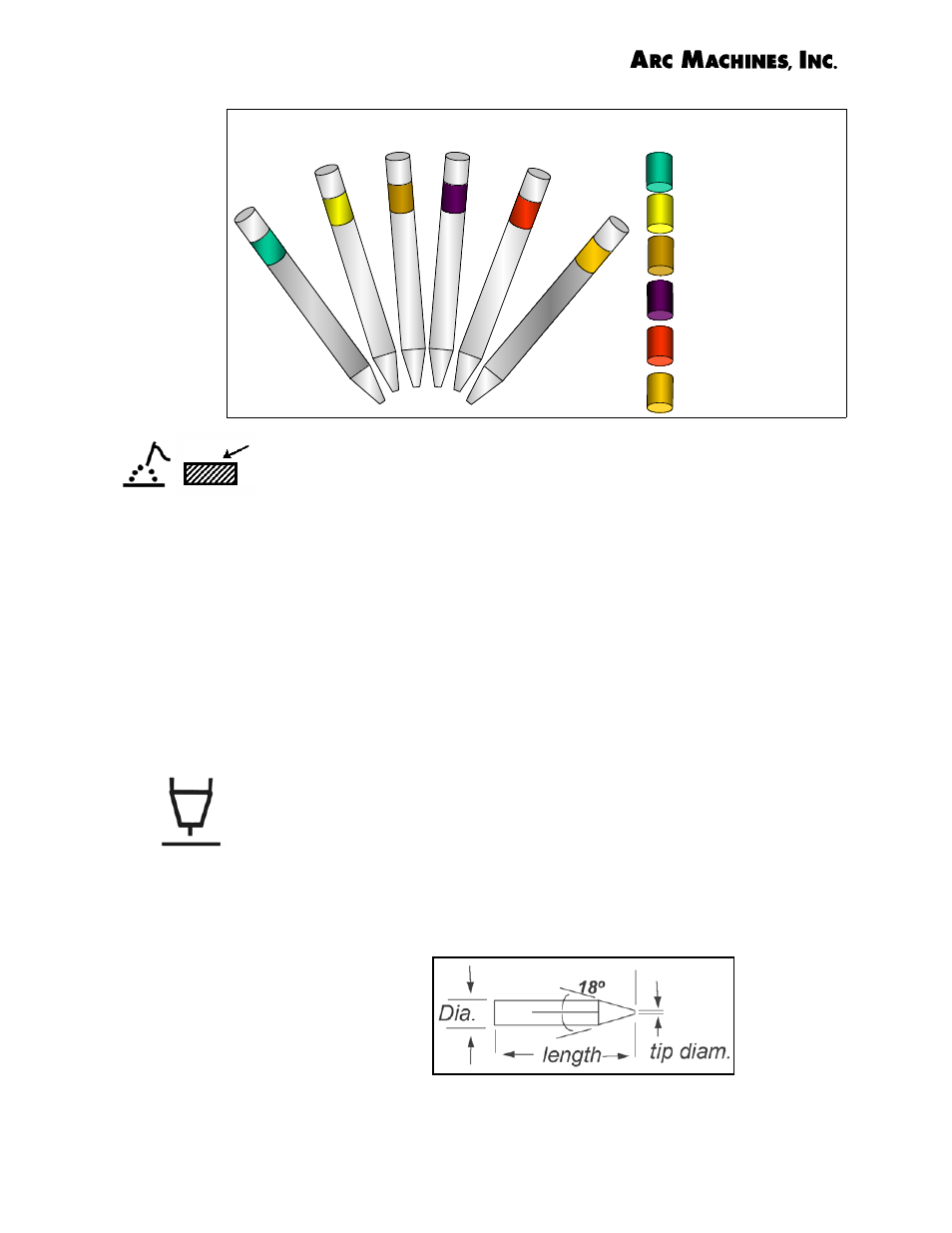
Tungsten is supplied as rods to be cut and machined into
electrodes. The unprocessed rods are color-coded as to
type: green for pure tungsten, orange for 2% ceriated,
red for 2% thoriated, etc. according to AWS Specification
A5.12/A5.12M as shown in the figure on this page. The
ISO International Standard 6848 has a comparable
tungsten type identification system.
Importance of Tungsten Geometry
Electrodes with a ground finish are dimensionally more
uniform. A smooth finish is always preferable to rough or
inconsistent finish, since consistency in electrode geome-
try is essential for consistent weld results. Electrons
emitted from the tip (DCEN) transfer heat from the tung-
sten tip to the weld. A finer tip permits the current den-
sity to be maintained at a very high level but may result
in shorter tungsten life. For orbital tube or pipe welding,
it is important for the electrode tip to be machine ground
to assure repeatability of the tungsten geometry and
thus, the welds.
2% Ce
TUNGSTEN
GEOMETRY
Tungsten Dimensions that are con-
trolled for orbital welding
Pure Tungsten
1.5% Lanthanated
2% Ceriated
Zirconiated
2% Thoriated
1% Thoriated
Tungsten Type - AWS color code
Tungsten length
determines the
Arc Gap
W