Tungsten type – Arc Machines 307 User Manual
Page 148
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096 Chapter 15. Page 1.
Rev. A
C
hapter 15. Tungsten Electrode Specifications for
Orbital Fusion Welding
T
he use of tungsten electrodes is an essential component of the
GTAW (TIG) process. Consistency of tungsten electrode proper-
ties such as type, length, diameter, tip configuration and grind is
important for maintaining the repeatability and quality of orbital
welds and these must be controlled for optimal weld perfor-
mance. The GTAW process in which the electrode conducts
current for the arc but is not consumed by the heat of welding
depends upon the high melting point of tungsten which has the
highest melting point of any metal, 6098
o
F (3370
o
C), compared
to the melting point of iron which is 2800
o
F (1538
o
C).
Tungsten Type
Tungsten properties are improved by the addition of 2% thoria
or ceria which improve the arc strike characteristics and arc sta-
bility. Pure tungsten is seldom used for GTAW because thoriated
and ceriated tungstens have superior properties, especially for
orbital GTAW applications. For tube welding applications, ceri-
ated tungsten is always recommended, as this type main-
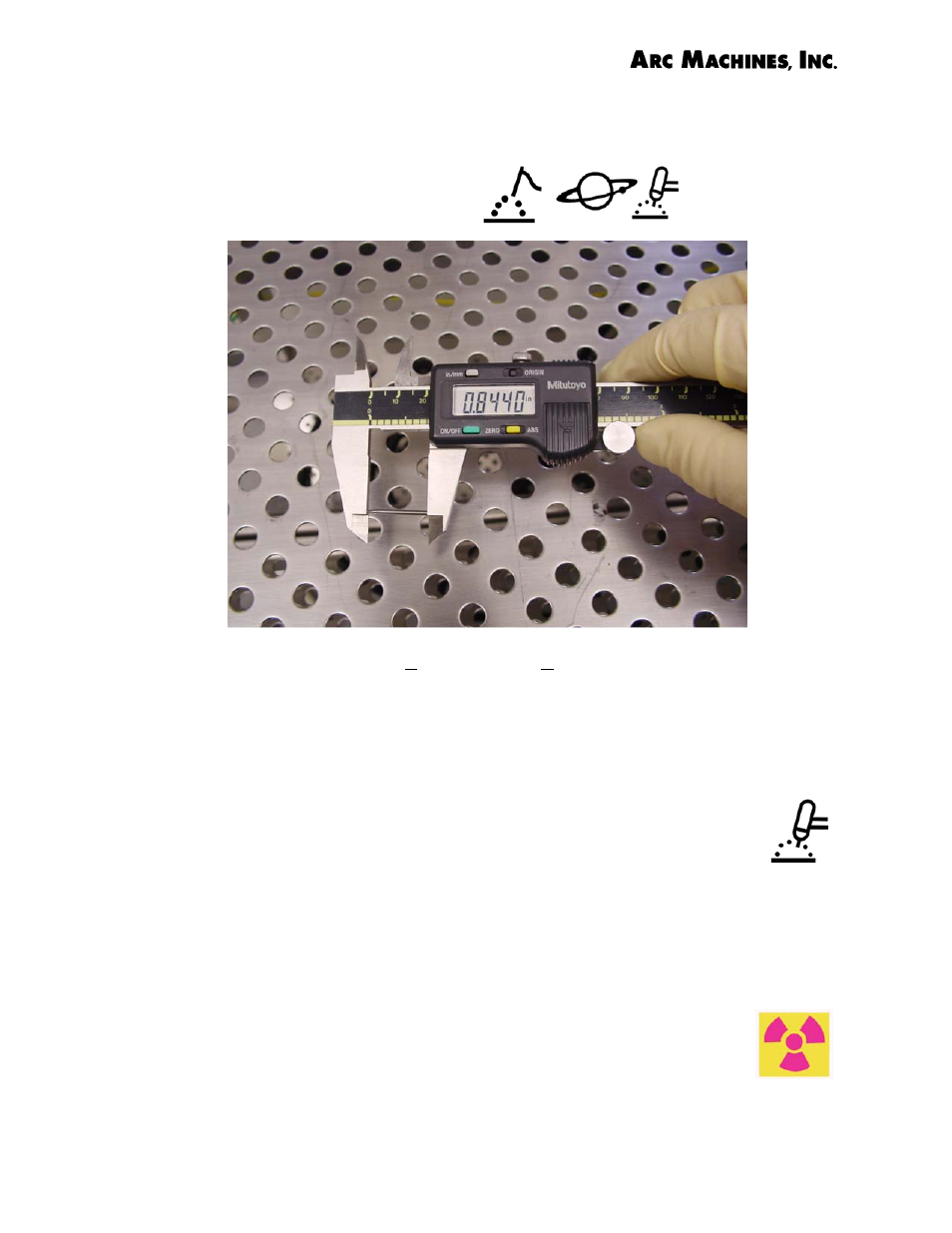
Tungsten electrode length for orbital welding is controlled to the
thousandth of an inch + 0.003 inches ( + .08 mm).
TUNGSTEN
IN GTAW
PROCESS
THORIATED,
CERIATED
TUNGSTEN
2% Th