Arc Machines 307 User Manual
Page 51
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096
Chapter 5. Page 2.
Rev. A
the starting level to full primary Amps in a timed Upslope.
However, There is usually no upslope programmed for autog-
enous welds and the initial welding current will be equal to
primary amps. If Pulse Mode is "On" the current will pulse
between a higher Primary Amps and a lower Background
Amps with pulsation beginning at arc initiation.
A weld schedule consists of a series of timed levels so that
weld parameters (usually amperage) may be changed from
one level to the next, i.e., Level 1 Time, Level 2 Time, etc.
In general, four levels of current is typical but any number of
levels may be programmed. The power supply can also be
programmed to make a weld with two or more passes. At the
end of the last level the current is gradually reduced in a
timed Down-slope. Electrode travel (rotation) is delayed af-
ter arc start for a programmed period of time called Travel
Start delay. Travel stops at the end of downslope and the
weld head rotor returns to home at the end of Postpurge.
The Model 307 Power Supply may be used to automatically
develop weld schedules after the weld head number and
the diameter (O.D.) and wall thickness of the material to be
welded are entered. In generating weld schedules the Model
307 offers a choice of: auto-generated continuous rotation
(CONT), step rotation (STEP), or tack weld (TACK), or
manual generation which can be any of the preceding.
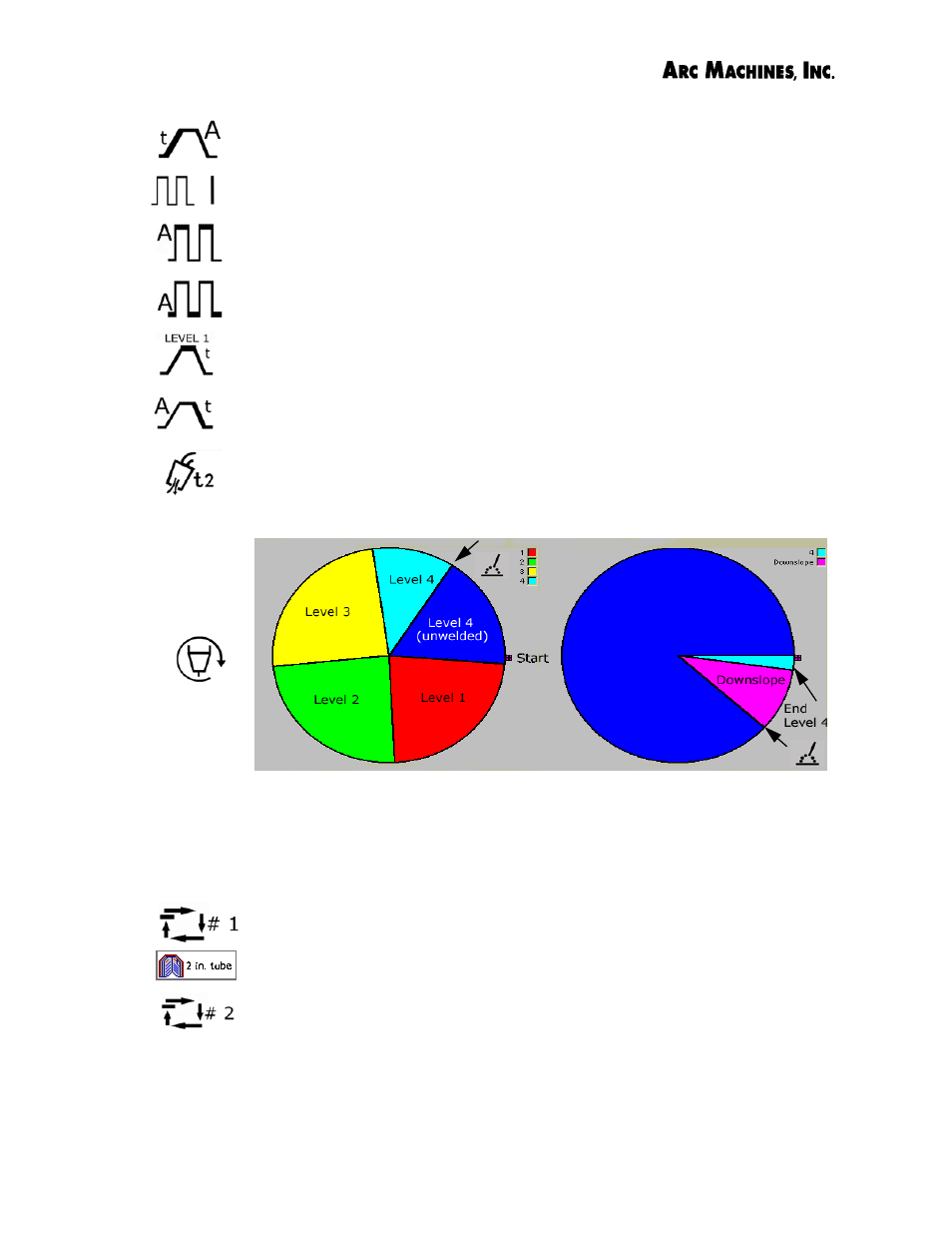
Radial graphs generated by the Model 307 during the welding
sequence show position of electrode on the tube during the weld and
at the end of each level. Left: electrode in the middle of Level 4. Right:
electrode near the end of Downslope. Start position was 3 o’clock.