Arc gap, Tungsten diameters, Table 1: tungsten length and geometry – Arc Machines 307 User Manual
Page 150
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096 Chapter 15. Page 3.
Rev. A
Arc Gap
The tungsten length is used to set the arc gap for
fusion tube welding.The ARC GAP at a particular cur-
rent value determines the voltage and thus the power
applied to the weld.
The arc gap will remain constant as long as the tube is
perfectly round. Pipe is never perfectly round and the
arc gap must be controlled to maintain a constant arc
gap around the entire weld circumference. The Model
95 wire feed weld head has a mechanical arc gap
controller.
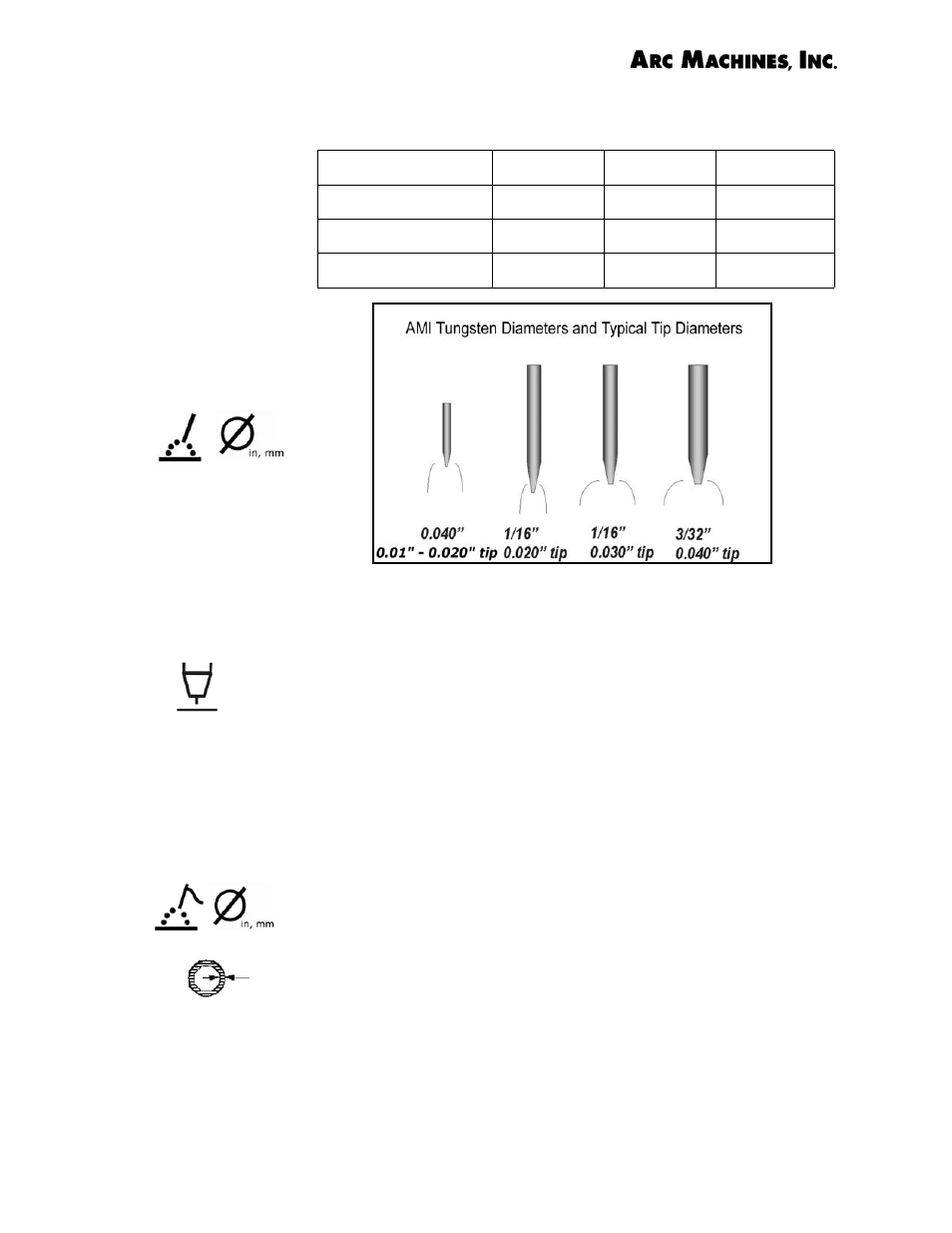
Tungsten Diameters
Tungsten diameters for fusion welding are based on
wall thicknesses. Model 9 weld heads, except for the
Model 9-250 and Model 9-500 which only accept 0.040”
tungsten, accept two different tungsten diameters. For
the Model 9AF-750, the Model 9-900, and the Model
9/AF-900 weld heads, 1/16” diameters are used for
most applications. For the larger heads, the use of
either 1/16” or 3/32” diameters is based on wall thick-
ness. The use of 1/16” tungsten for wall thicknesses up
to 0.093”, and 3/32” tungsten for heavier wall thick-
nesses is recommended.
Table 1: TUNGSTEN LENGTH AND GEOMETRY
Wall Thickness
Arc Gap
Tip Dia.
Tung. Dia.
.020”-.035”
.030”
.020”
.040”
.049” -.083”
.050”
.030”
.062”
.091” -.154”
.070”
.040”
.093”