Arc Machines 307 User Manual
Page 50
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096
Chapter 5. Page 1.
Rev. May 2005
C
hapter 5. Model 307 Weld Parameters/
Sequence of Events
T
his chapter will explain the Sequence of Events that
takes place during a weld. Every size of tube, pipe, fitting,
or other component to be welded must have a written
weld schedule or weld program that defines what each
of the various weld parameters controlled by the power
supply will be at each phase or level of the sequence. The
effect that each parameter has on the weld will be ex-
plained.
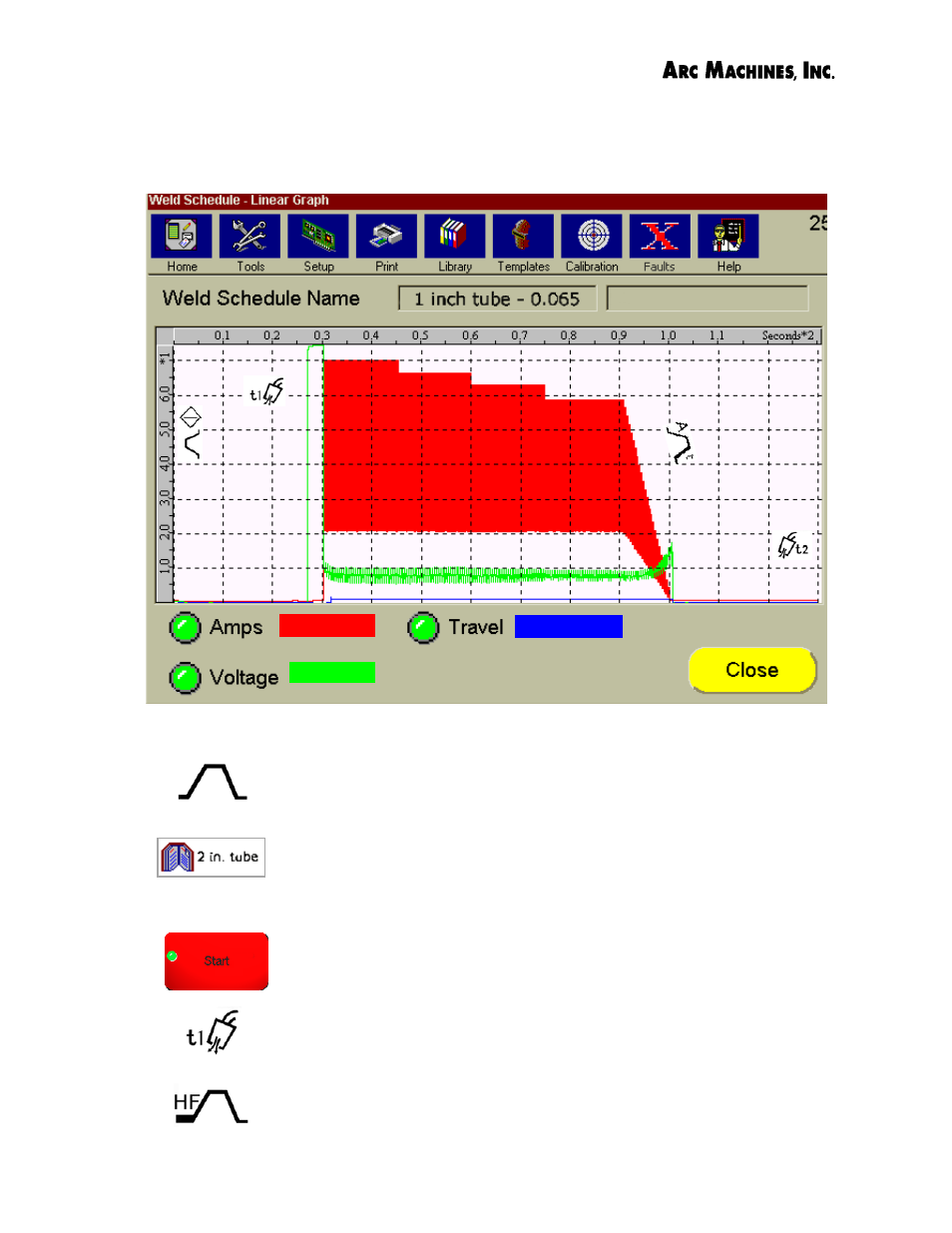
The weld sequence or "sequence of events" begins
when the operator presses the Start button on the Model
307 touch screen from the Weld Schedule - Weld Screen in
Weld Mode. This initiates a timed Prepurge during which
an inert shield gas is supplied to the weld head. Gas con-
tinues to flow throughout the weld sequence and during a
timed Postpurge which begins at the end of Downslope.
At the end of prepurge the arc is initiated. The current at
which the arc is struck will be the value set for Start Lev-
el. Current (amps) may be programmed to advance from
PREPURGE
SEQUENCE
ST
ART
LEVEL
1
LEVEL
2
LEVEL
3
LEVEL
4
D
O
WN
S
LO
PE
POSTPURGE
A