Concavity and convexity, Misalignment, Tack welds – Arc Machines 307 User Manual
Page 164
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096
Chapter 17. Page 3.
Rev. A
Any weld bead in which the narrowest part of the OD weld bead is less than
50% of the widest part, is not acceptable. Excessive weld bead meander
where a weld bead has less than 25% of its width over the centerline of the
OD weld bead is not acceptable.
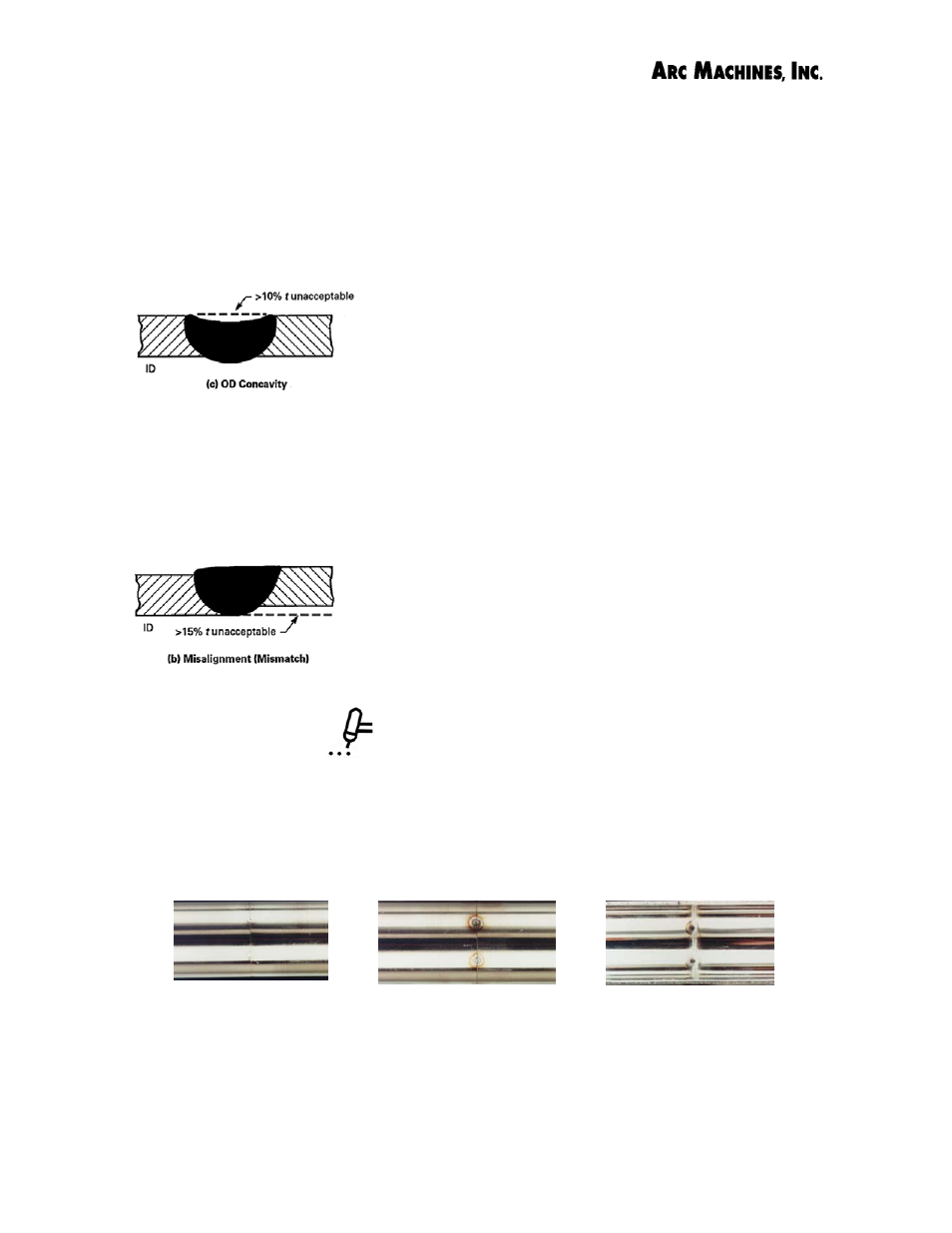
Concavity and convexity.
An autogenous orbital weld should be flush on the
ID and OD surfaces. The ASME BPE-2002 stand-
ard provides a set of weld profiles showing ac-
ceptable limits for OD and ID concavity and
convexity and specifies that the weld joint thick-
ness must not be less than the minimum speci-
fied wall thickness for the material. The D18.1
standard also sets limits on concavity and convexity since these discontinu-
ities could affect the drainability and cleanability of sanitary piping systems.
Misalignment
Limits on misalignment are also specified by SEMI,
ASME BPE-2002, and AWS D18.1 since this could
affect the drainability of fluid systems or affect flow
in gas distribution systems.
Tack welds
ASME BPE-2002 requires that tack welds be fully consumed. Unconsumed
tack welds have been identified as a major cause of weld rejection. The pho-
tos below illustrate the importance of proper purging of tack welds.
The weld sample on the left was purged during tacking. Purged tacks are easily consumed
by the orbital weld. The center sample shows unpurged tacks. The orbital weld on the right
has unconsumed tacks as the arc deflected around the oxidized (unpurged) tacks.