Arc Machines 307 User Manual
Page 119
Arc Machines, Inc. Model 307 Orbital Tube Welder Training
Document No. 740096 Chapter 9. Page 15.
Rev. A
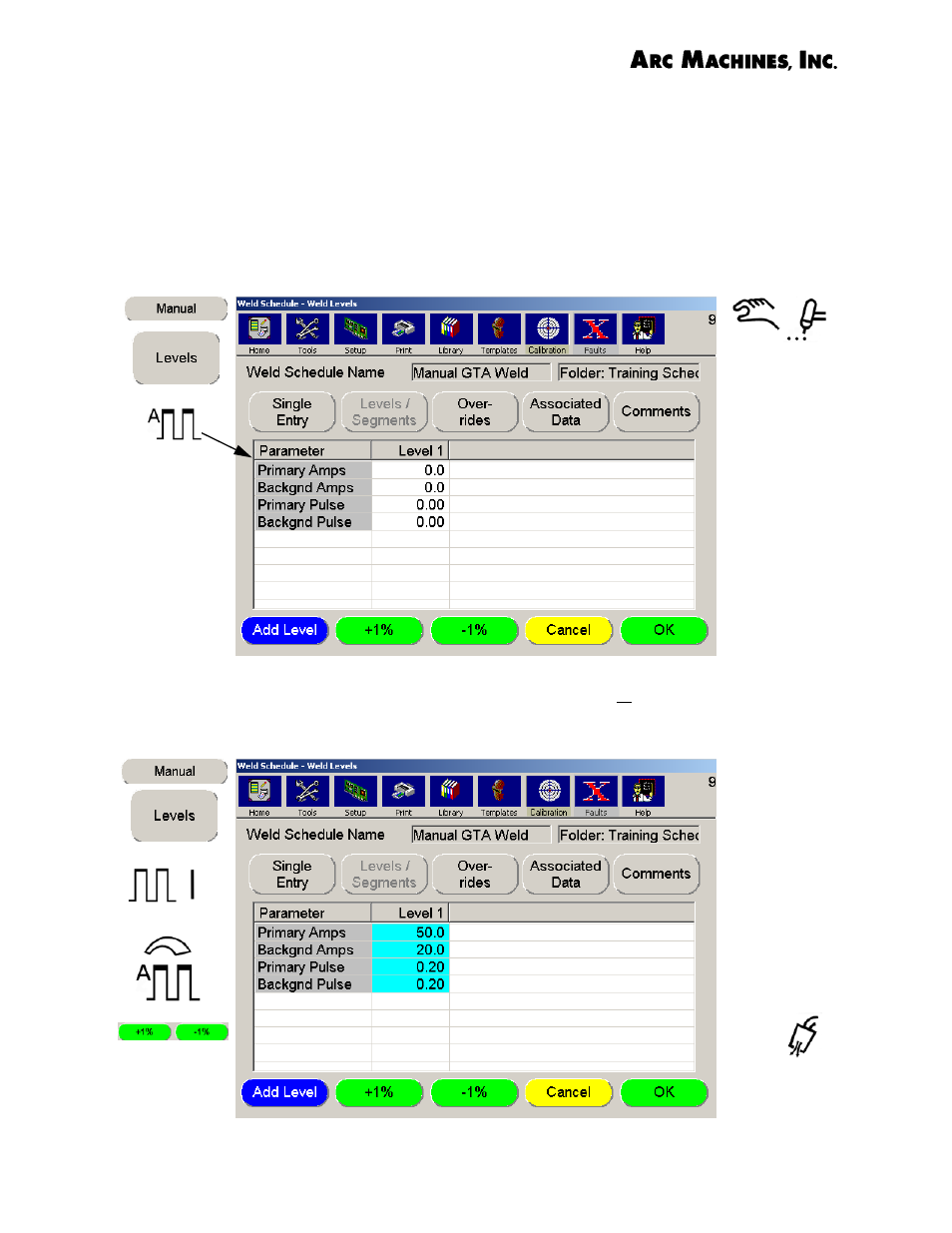
Hand Torch Weld Schedule - Weld Levels
The Weld Levels screen has parmeters that may be changed for each level of
a weld sequence. For a manual torch program, one level is usually sufficient.
Pulse Mode is ON for this program but some users may prefer constant
current for tack welds. Primary and Background Amps (current) may be
adjusted to provide more heat for heavier wall thickness. Tack welds should
not penetrate to the I.D. Tack welds must be fully consumed by the orbital
weld on the I.D. and O.D.
On the screen below Primary Amps have arbitrarily been set to 50 and
Background Amps to 20. Adjust penetration using the + Amps button. An I.D.
purge IS STRONGLY RECOMMENDED for manual tack welding to prevent
I.D. oxidation.
I.D.