Yaskawa Sigma II Series SGMVH User Manual
Page 298
10.1 Troubleshooting
10-17
10
Inspection, Maintenance, and
T
roubleshooting
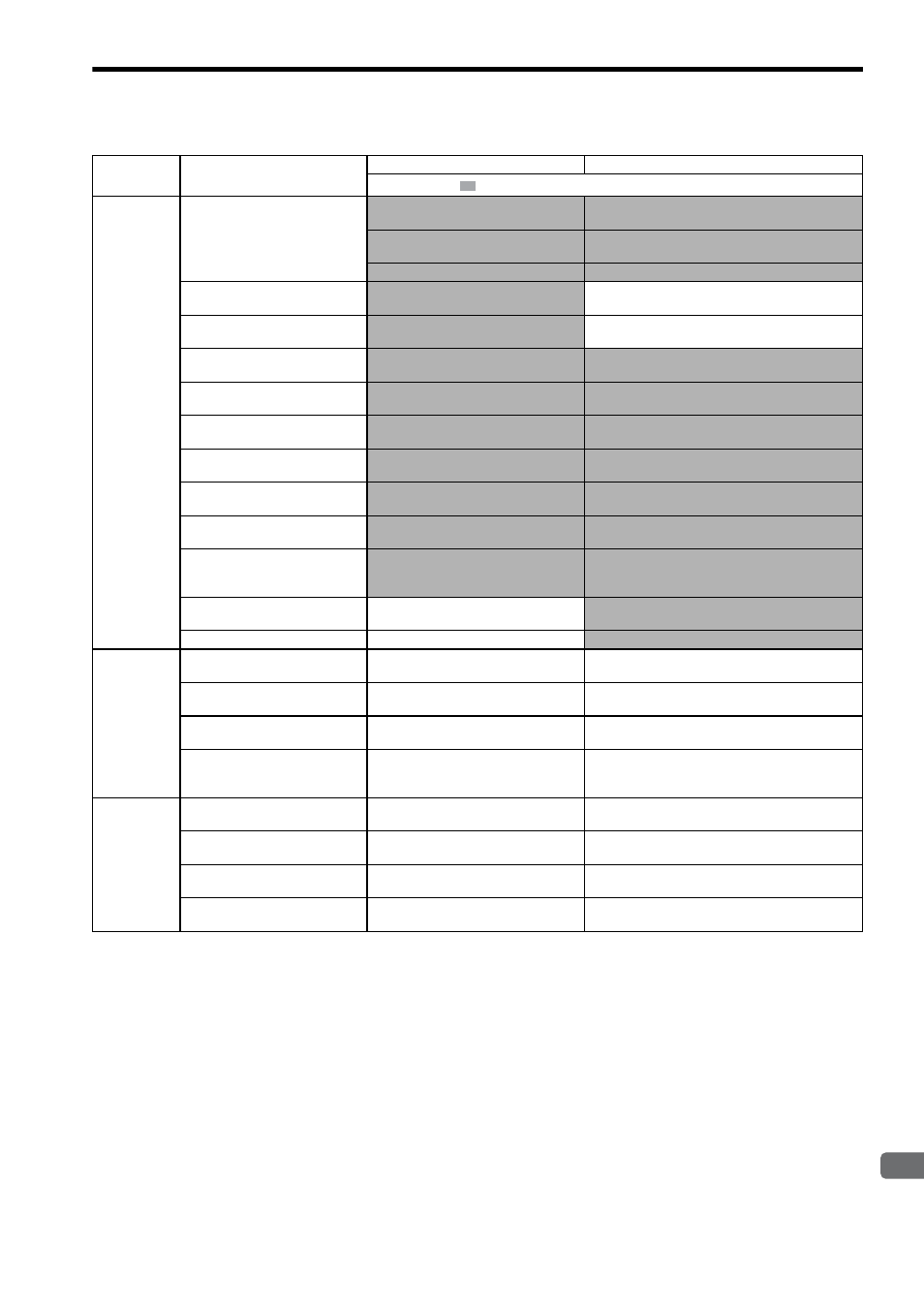
Abnormal
Noise from
Servomotor
Mounting not secured
Check if there are any loosen mounting
screws.
Tighten the mounting screws.
Check if there are misalignment of cou-
plings.
Align the couplings.
Check if there are unbalanced couplings.
Balance the couplings.
Defective bearings
Check for noise and vibration around the
bearings.
If any problems, contact your Yaskawa representative.
Vibration source on the driven
machine
Any foreign matter, damages, or deforma-
tion on the machine movable section.
Contact the machine manufacturer.
Noise interference due to incorrect
input signal wire specifications
Check if the cable meets the recommended
specification.
Use the specified input signal wires.
Noise interference due to long dis-
tance of input signal line
The wiring distance must be 3 m max. and
the impedance a few hundreds ohm max.
Shorten the wiring distance for input signal line to the
specified value.
Noise interference due to incorrect
encoder cable specifications
Check if the cable meets the recommended
specification.
Use the specified encoder cable.
Noise interference due to long
encoder cable wiring distance
The wiring distance must be 20 m max.
Shorten the encoder cable wiring distance to the speci-
fied value.
Noise due to damaged encoder cable
Check if the encoder cable is not damaged
or bent.
Modify the encoder cable layout.
Excessive noise to the encoder cable
Check if the encoder cable is bundled with
high-current line.
Install a surge suppressor to the encoder cable.
FG electrical potential varies by
influence of such machines on the
servomotor side as welders.
Check if the machine is correctly grounded.
Ground the machine separately from PG side FG.
SERVOPACK pulse counting error
due to noise
Check if there is noise interference on the
signal line from encoder.
Take measure against noise for the encoder wiring.
Encoder fault
−
Replace the servomotor.
Servomotor
Vibrates at
about 200 to
400 Hz
Speed loop gain value (Pn100) too
high.
Factory setting: Kv=40.0 Hz
*
Reduce speed loop gain (Pn100) preset value.
Position loop gain value (Pn102) too
high
Factory setting: Kp=40.0/s
*
Reduce position loop gain (Pn102) preset value.
Incorrect speed loop integral time
constant (Pn101) setting
Factory setting: Ti=20.00 ms
*
Correct the speed loop integral time constant (Pn101)
setting.
When the autotuning is not used:
Incorrect rotational moment of iner-
tia ratio data
−
Correct the rotational moment of inertia ratio data
(Pn103).
High
Rotation
Speed
Overshoot on
Starting and
Stopping.
Speed loop gain value (Pn100) too
high
Factory setting: Kv=40.0 Hz
*
Reduce the speed loop gain (Pn100) preset value.
Position loop gain value (Pn102) too
high
Factory setting: Kp=40.0/s
*
Reduce the position loop gain (Pn102) preset value.
Incorrect speed loop integral time
constant (Pn101) setting
Factory setting: Ti=20.00 ms
*
Correct the speed loop integral time constant (Pn101)
setting.
Incorrect moment of inertia ratio
(Pn103) setting
−
Correct the rotational moment of inertia ratio data
(Pn103).
* Refer to 9.3.2 Servo Gain Manual Tuning.
Table 10.7 Troubleshooting for Malfunction without Alarm Display (cont’d)
Symptom
Cause
Inspection
Corrective Actions
: Turn OFF the servo system before executing operations.