HEIDENHAIN TNC 415 (259 9x0) Service Manual User Manual
Page 241
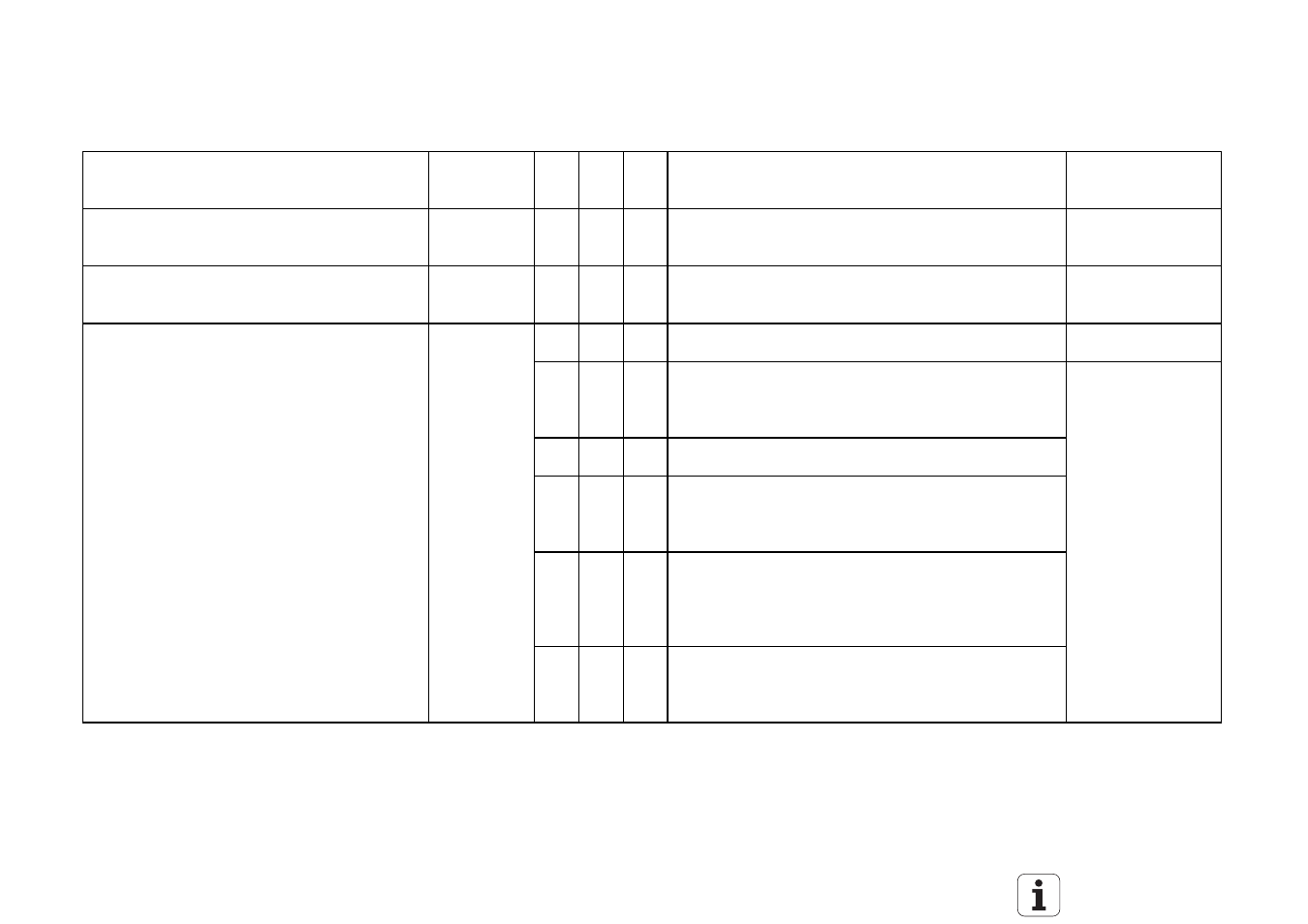
Machining and Program Run
Function
MP
No.
Bit
A
B
C
Input
AE-6
Entry value
"Scaling factor" cycle in two or
three axes
7410*
0 =
3 axes
1 =
only in the machining plane
0
Tool data in TOUCH PROBE cycle
7411*
0 =
the current tool data are overwritten with the
calibrated data of the touch probe
1 =
the calibrated tool data are retained
0
Cycles for milling pockets with
free-programmed contour
7420*
0 to 31
%00000
•
Slot milling direction
0
0 =
anti-clockwise slot milling of the pocket contours,
clockwise for islands
1 =
clockwise slot milling of the pocket contours,
anti-clockwise for islands
•
Sequence for clearing out and slot milling
1
0 =
first slot milling, then clear out pocket
2 =
first clear out pocket, then slot milling
•
Merge programmed contours
2
0 =
contours merged only if the tool center paths
intersect
4 =
contours merged if the programmed contours
overlap
•
Clear out and slot milling to pocket depth
for each peck
3
0 =
clearing out and slot milling performed in one
operation for all pecks
8 =
for each peck, first perform slot milling and
then feed clearing out (depending on bit 1)
before next peck
•
Position after finishing a contour pocket
(cycles 6, 15, 16, 21, 22, 23, 24)
4
-
05
0 =
the control moves to the position at which it was
before the cycle call
16 = only the tool axis is lifted to clearance height
after the cycle
* accessible via code number 123
03.06.96
5.2
63