HEIDENHAIN TNC 415 (259 9x0) Service Manual User Manual
Page 189
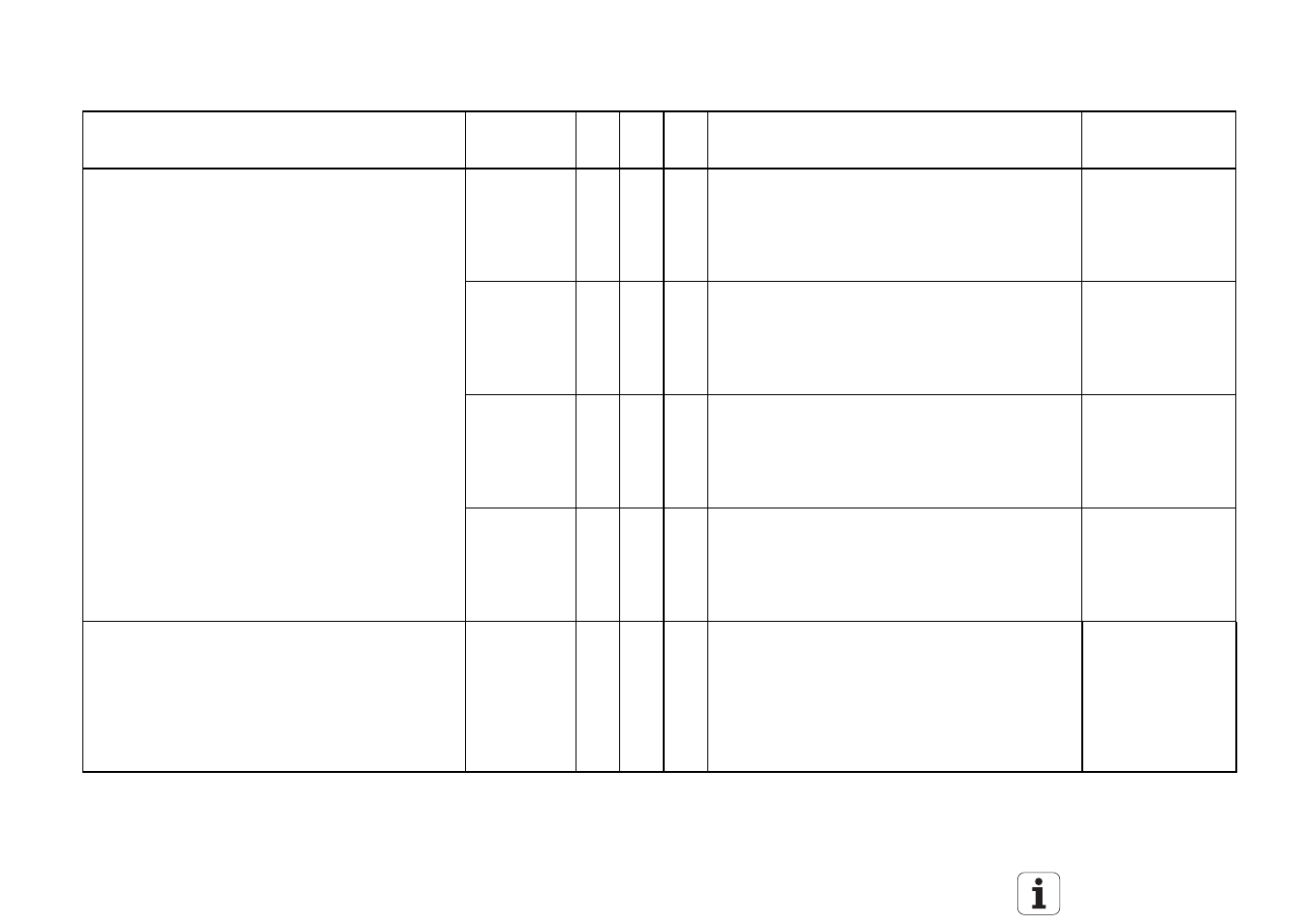
Function
MP
No.
Bit
A
B
C
Input
AE-6
Entry value
Reference mark evaluation
Direction for traversing the reference marks
X
Y
Z
IV
V
1320
0
1
2
3
4
0 =
positive
+1 =
X axis negative
+2 =
Y axis negative
+4 =
Z axis negative
+8 =
IV. axis negative
+16 = V. axis negative
% 00000
Feed rate for traversing the reference marks
X
Y
Z
IV
V
1330.0
1330.1
1330.2
1330.3
1330.4
linear axis:
10 to 30 000 [mm/min]
rotary axis:
10 to 30 000 [°/min]
10 000
"
"
"
"
Feed rate for leaving the reference end-
position
(only if MP1350 = 2)
X
Y
Z
IV
V
1331.0
1331.1
1331.2
1331.3
1331.4
linear axis:
10 to 500 [mm/min]
rotary axis:
10 to 500 [°/min]
200
"
"
"
"
Axis sequence for reference mark traverse
1. axis
2. axis
3. axis
4. axis
5. axis
1340.0
1340.1
1340.2
1340.3
1340.4
0 =
no ref. mark traverse
1 =
X
2 =
Y
3 =
Z
4 =
IV
5 =
V
1
2
3
4
5
Type of reference mark approach
X
Y
Z
IV
V
1350.0
1350.1
1350.2
1350.3
1350.4
0 =
position encoder with distance-coded
reference marks (1. mode)
1 =
position encoder without distance-coded
reference marks
2 =
special function (linear measurement
with rotary encoder)
3 =
position encoder with distance-coded
reference marks (2. mode)
1
1
1
1
1
03.01.95
5.2
12