8 shifting a cnc program, 9 rotating the cnc program, 10 stretch the cnc program – Lenze PLC Designer PLC-Designer (R2-x) SoftMotion User Manual
Page 74: 11 invert direction, Shifting a cnc program, Rotating the cnc program, Stretch the cnc program, Invert direction, L-force | plc designer - softmotion
L-force | PLC Designer - SoftMotion
CNC editor
Starting the CNC editor, inserting and managing CNC programs
74
L
DMS 5.2 EN 03/2011 TD17
4.2.7
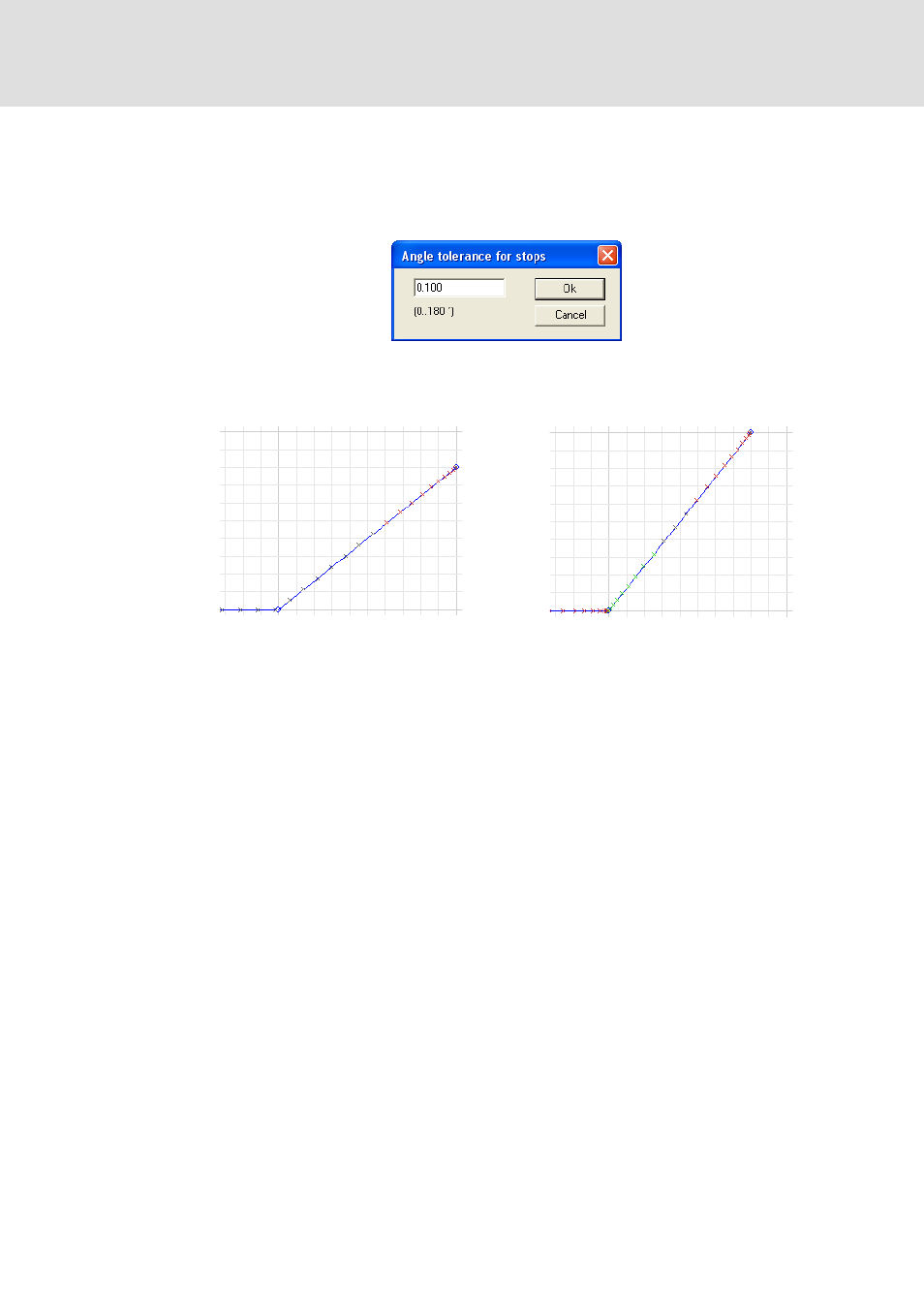
Defining the angular tolerance for stopping in the CNC program
In the Angle tolerance for stops dialog you can set the path bend sensitivity. The value
entered defines the limit angle for the tangents of two path objects in excess of which a
stop will be induced.
Angular tolerance 45°
4.2.8
Shifting a CNC program
Select this menu item and enter a displacement vector in the Translation vector dialog. The
current CNC program will be moved by this vector.
Values can be entered for the following axes: X, Y, Z, P, Q, U, V, W.
4.2.9
Rotating the CNC program
To rotate the current program, select this menu item and enter the rotation angle in the
Rotation angle dialog. The CNC program will be rotated counter-clockwise around the zero
point by the specified angle.
4.2.10
Stretch the CNC program
Enter the stretch factor in the Stretch factor dialog. The CNC program will be stretched by
the specified factor.
4.2.11
Invert Direction
Select this menu item to invert the path and induce processing in the opposite direction.
The positions of switch markers do not change.