Travel commands ( 66), Travel, Commands – Lenze PLC Designer PLC-Designer (R2-x) SoftMotion User Manual
Page 66: L-force | plc designer - softmotion
DMS 5.2 EN 03/2011 TD17
L
66
L-force | PLC Designer - SoftMotion
CNC editor
Supported and extended elements of the CNC language of DIN66025
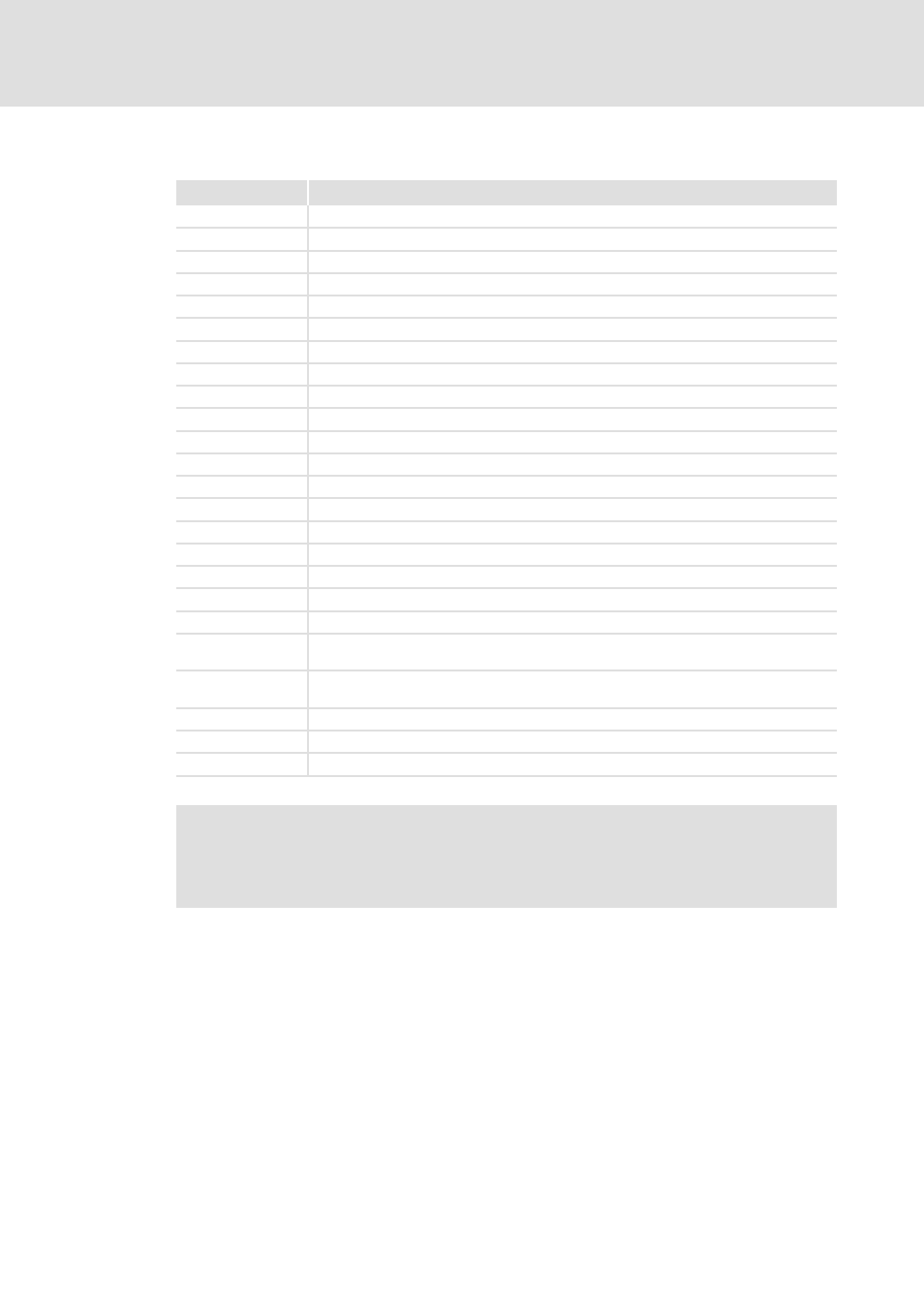
Travel commands
Travel command
Meaning
G00
Direct movement without tool operation, positioning
G01
Linear (straight) movement with tool operation
G02
Circle (segment) clockwise
G03
Circle (segment) counter-clockwise
G05
Point of a cardinal spline
G06
Parabola
G08
Ellipse (segment) clockwise
G09
Ellipse (segment) counter-clockwise
G20
Conditional jump (to L if K<>0)
G36
Write value (D) to variable (O)
G37
Increment variable (O) by value (D)
G40
End of tool radius correction
G41
Start of tool radius correction to the left of the direction of travel
G42
Start of tool radius correction to the right of the direction of travel
G50
End of path rounding/smoothing
G51
Start of path smoothing
G52
Start of path rounding
G60
End of avoid-loop function
G61
Start of avoid-loop function
G90
Effects the shift of the coordinate system to the following coordinate values (for X/Y/Z/A/
B/C/P/Q/U/V/W) as absolute values (standard mode).
G91
Effects the shift of the coordinate system by the following coordinate values (for X/Y/Z/A/
B/C/P/Q/U/V/W) as relative values.
G92
Set position without movement
G98
Interpret subsequent values of I/J as absolute values
G99
Interpret subsequent values of I/J as relative to the starting point (default)
Note!
For a correct translation of the project, the SM_CNC.lib library must be
integrated.