Icp recess turning" unit, 3 units—recessing – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 74
74
smart.Turn units
2.3 Units—Recessing
"ICP recess turning" unit
The unit machines the contour described by ICP axially/radially from
"NS to NE". The workpiece is machined by alternate recessing and
roughing movements.
The unit machines the contour described in the FINISHED program
section axially/radially from "NS to NE". Any auxiliary contour defined
in FK will be used.
Unit name: G869_ICP / Cycle: G869 (see page 286)
The Steuerung uses the tool definition to distinguish between radial
and axial recessing.
Turning depth compensation RB: Depending on factors such as
workpiece material or feed rate, the tool tip is displaced during a
turning operation. You can correct the resulting infeed error with the
turning depth compensation factor. The value is usually determined
empirically.
Access to the technology database:
Machining operation: Recess turning
Affected parameters: F, S, O, P
Contour form
X1, Z1
Starting point of blank: Evaluation only if no blank has been
defined
RI, RK
Workpiece blank oversize in X and Z direction
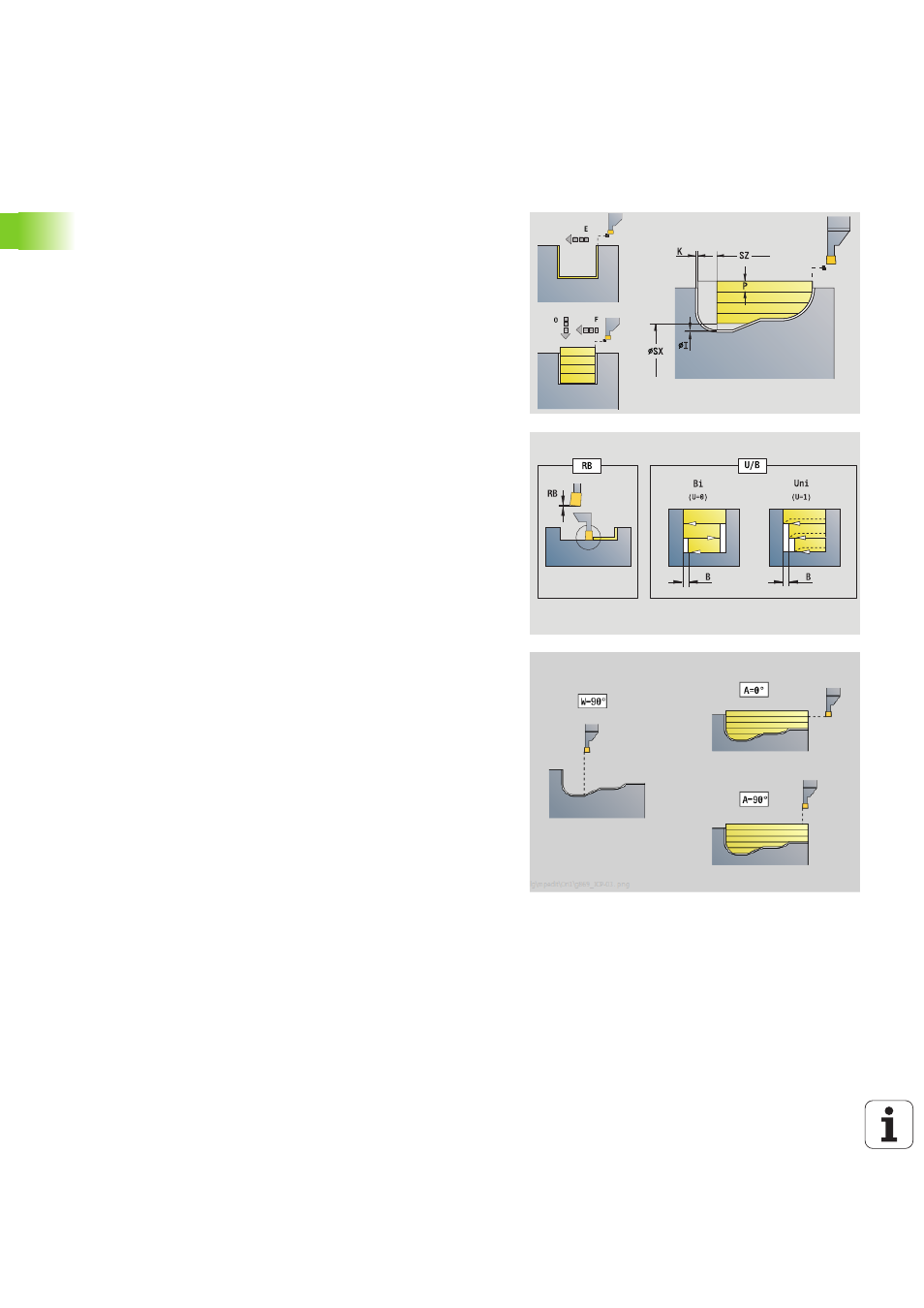
SX, SZ
Cutting limit (SX: diameter value)—(default: no cutting limit)
Further parameters of the contour form: see page 62
Cycle form
P
Maximum infeed during rough turning
I, K
Oversize in X, Z direction (I: diameter value)
RB
Turning depth compensation for finishing
B
Offset width
U
Cutting direction
0 (Bi): Bidirectional (in both directions)
1 (Uni): Unidirectional (in direction of contour)
Q
Sequence (roughing/finishing)
0: Roughing and finishing
1: Only roughing
2: Only finishing
A
Approach angle (default: opposite to recessing direction)
W
Departure angle (default: opposite to recessing direction)
O
Recessing feed rate (default: active feed rate)
E
Finishing feed rate (default: active feed rate)
H
Type of retraction at end of cycle
0: Return to starting point
Axial recess: First Z, then X direction
Radial recess: First X, then Z direction
1: Positions in front of the finished contour
2: Retracts to safety clearance and stops
Further forms: see page 60