Circular arc on front/rear face g102/g103, 24 f ront/r ear -f ace mac h ining – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 343
HEIDENHAIN MANUALplus 620, CNC PILOT 640
343
4.24 F
ront/r
ear
-f
ace mac
h
ining
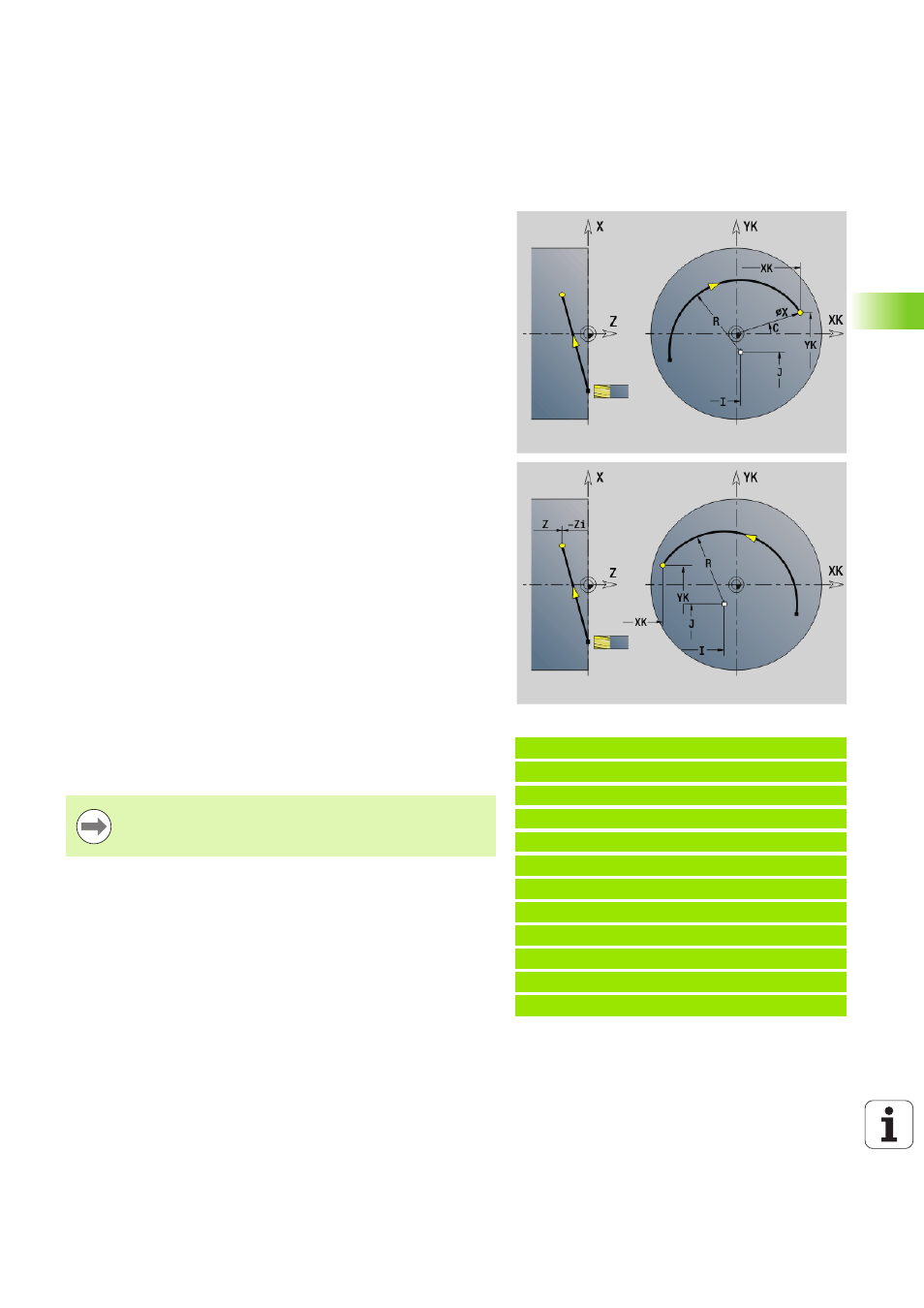
Circular arc on front/rear face G102/G103
G102/G103 moves the tool in a circular arc at the feed rate to the "end
point." The direction of rotation is shown in the graphic support
window.
Beispiel: G102, G103
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
N7 G101 XK50
N8 G103 XK5 YK50 R50 [circular arc]
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N12 M15
. . .
Parameters
X
End point (diameter)
C
End angle—for angle direction, see graphic support window
XK
End point (Cartesian)
YK
End point (Cartesian)
R
Radius
I
Center point (Cartesian)
J
Center point (Cartesian)
K
Center point for H=2, 3 (Z direction)
Z
End point (default: current Z position)
H
Circular plane (working plane)—(default: 0)
H=0, 1: Machining in XY plane (front face)
H=2: Machining in YZ plane
H=3: Machining in XZ plane
Parameters for contour description (G80)
AN
Angle to positive XK axis
BR
Chamfer/rounding. Defines the transition to the next contour
element. When entering a chamfer/rounding, program the
theoretical end point.
No input: Tangential transition
BR=0: No tangential transition
BR>0: Radius of rounding
BR<0: Width of chamfer
Q
Point of intersection. End point if the line segment intersects a
circular arc (default: 0):
Q=0: Near point of intersection
Q=1: Far point of intersection
Using the parameters AN, BR and Q is only allowed if the
contour description is concluded by G80 and used for a
cycle.