Metric iso thread g38, 1 9 thr ead cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 314
314
DIN Programming
4.1
9
Thr
ead cy
cles
Metric ISO thread G38
Cycle G38 creates a cylindrical thread whose form does not
correspond to the tool form. Use a recessing or button tool for
machining.
Describe the contour of the thread turn as auxiliary contour. The
position of the auxiliary contour must correspond to the start position
of the thread cuts. You can select the entire auxiliary contour or just
segments in the cycle.
Beispiel: G38
%352.nc
[G38]
N1 T5 G97 S1500 M3
N2 G0 X43 Z4
N3 G38 ID"123" NS3 NE5 X40 Z-30 F1.5 I0.8
K0.5 J3 C0
END
Parameters
ID
Name of the auxiliary contour
NS
Start block of the contour to be machined
NE
End block of the contour to be machined
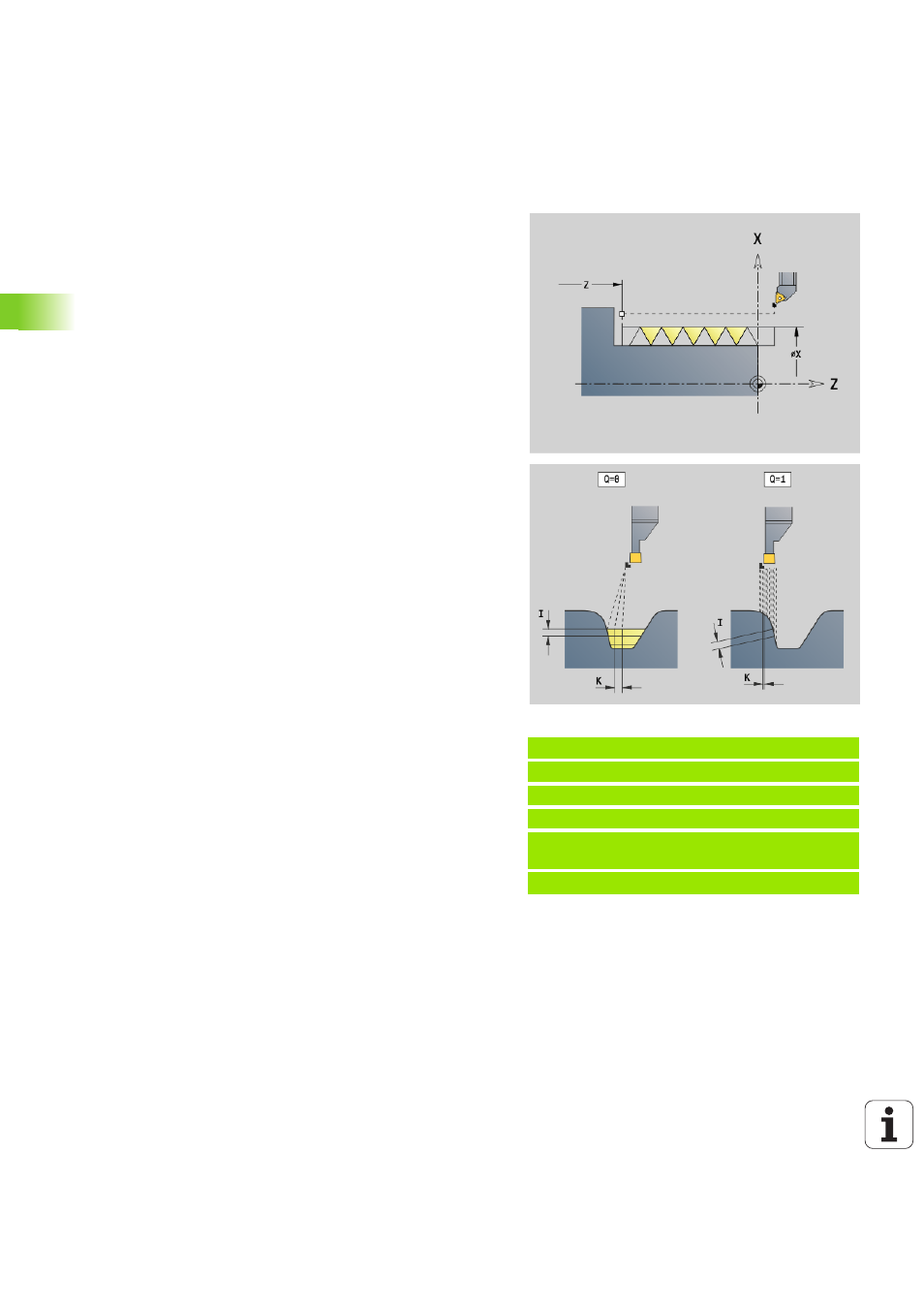
Q
Thread depth
0: Roughing: The contour is roughed out line by line at
maximum infeed I and K. A programmed oversize (G58 or
G57) is taken into account.
1: Finishing: The turn of the thread is created in individual
cuts along the contour. Define the distances between the
individual thread cuts on the contour with I and K.
X
End point of thread X
Z
End point of thread Z
F
Thread pitch
I
Maximum infeed
If Q=0: Plunging depth
If Q=1: Distance between the finishing cuts as arc length
K
Maximum infeed
If Q=0: Offset width
If Q=1: Distance between the finishing cuts on straight line
J
Run-out length
C
Starting angle
O
Type of infeed
0: Rapid traverse
1: Feed rate