Undercut type k g858, 21 under c ut cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 323
HEIDENHAIN MANUALplus 620, CNC PILOT 640
323
4.21 Under
c
ut cy
cles
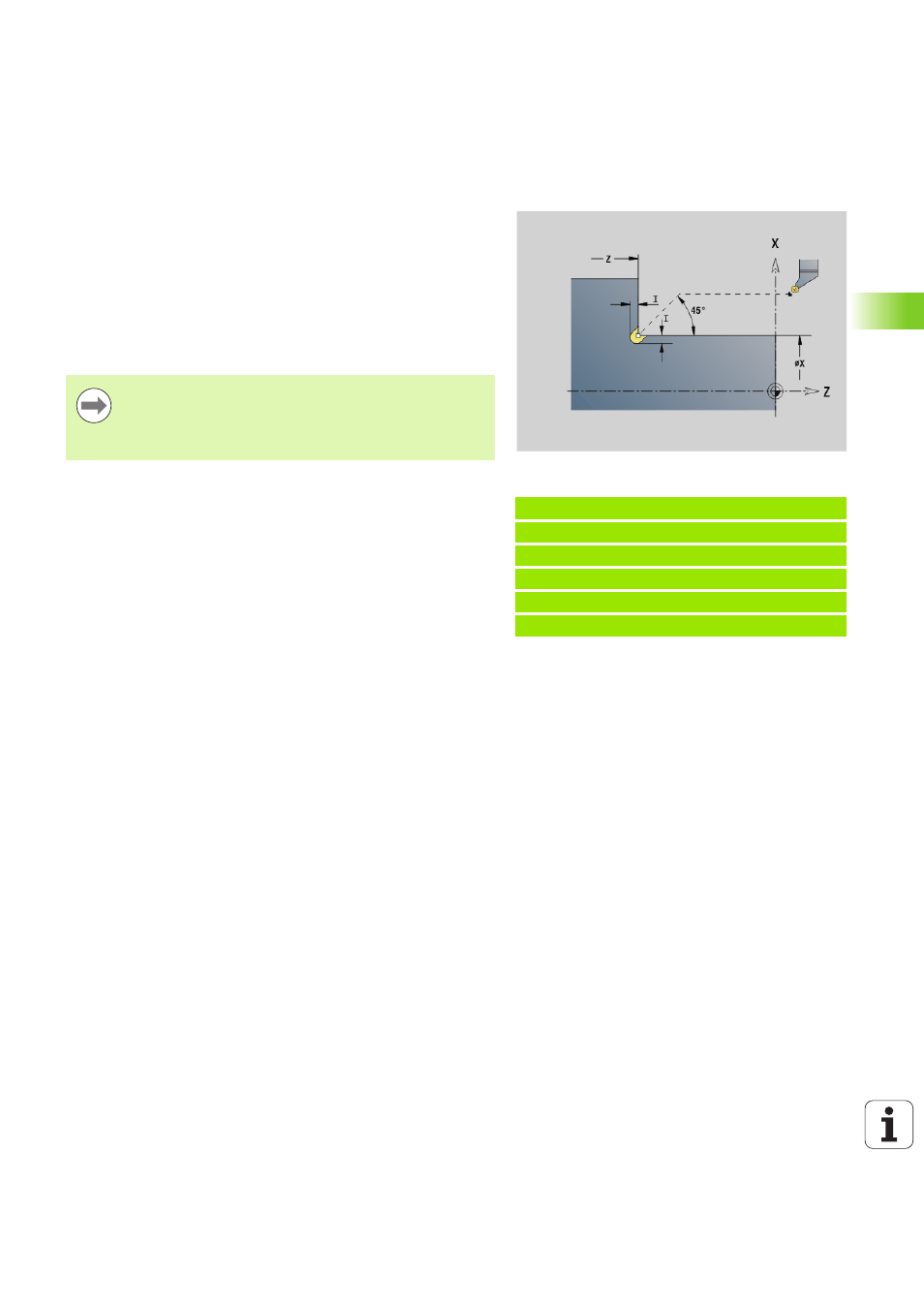
Undercut type K G858
G858 machines an undercut. This cycle performs only one linear cut at
an angle of 45°. The resulting contour geometry therefore depends on
the tool that is used.
Tool position at the end of the cycle: Cycle start point
Beispiel: G858
%858.nc
[G858]
N1 T9 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G858 X50 Z-30 I0.5
END
Parameters
X
Corner point of contour (diameter)
Z
Corner point of contour
I
Undercut depth
Undercuts can only be executed in orthogonal, paraxial
contour corners along the longitudinal axis.
Cutting radius compensation is active.
Oversizes are not taken into account.
This manual is related to the following products: