1 turn plus mode of operation, Turn plus concept – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 552
552
TURN PLUS
7.
1 TURN PLUS mode of oper
a
tion
7.1
TURN PLUS mode of operation
To create programs with TURN PLUS, you program the blank and
finished part with the aid of interactive graphics. The working plan is
then generated automatically. As a result you get a commented and
structured NC program.
With TURN PLUS you can create NC programs for the following
applications:
Turning operations
Drilling and milling with the C axis
Drilling and milling with the Y axis
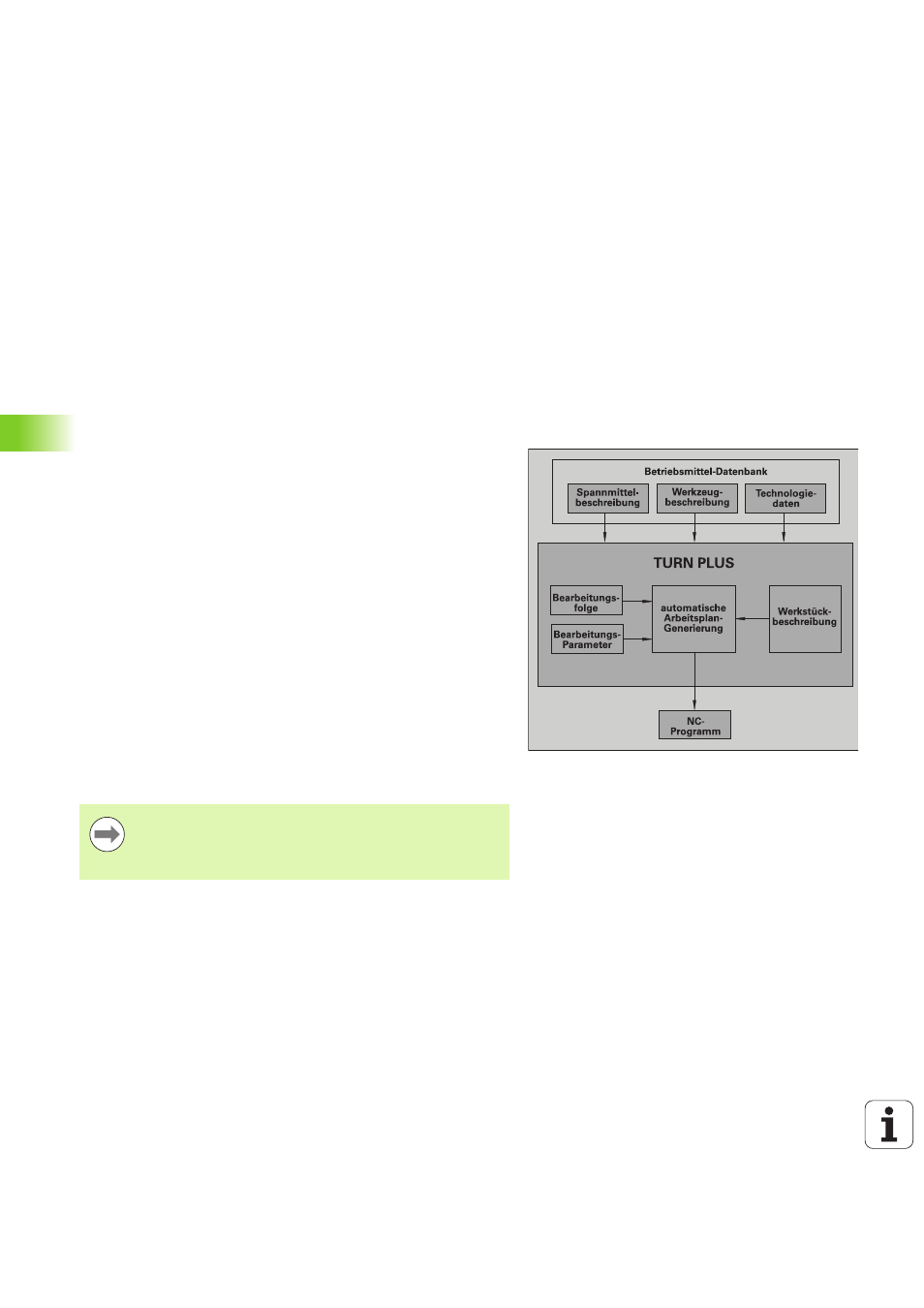
TURN PLUS concept
The workpiece description is the basis for working plan generation.
The strategy for generating the working plan is specified in the
machining sequence. The machining parameters define details of
machining. This allows you to adapt TURN PLUS to your individual
needs.
TURN PLUS generates the working plan, which takes technology
attributes such as oversizes, tolerances, etc. into account.
On the basis of the blank form update, TURN PLUS optimizes the
paths for approach and avoids air cuts or collisions between workpiece
and cutting edge.
For tool selection, TURN PLUS uses the tools from the NC program or
from the current turret assignment/magazine list, depending on the
machine parameter settings. If there is no suitable tool in the turret
assignment/magazine list, TURN PLUS looks for a suitable tool in the
tool database.
When clamping the workpiece, TURN PLUS can determine the cutting
limitations and the zero point shift for the NC program, depending on
the machine parameter settings.
The technology database provides the cutting data to TURN PLUS.
Before generating the working plan, please note: The
default values for the machining parameters as well as
general settings are defined in the machine parameters
(see "List of user parameters" in the User's Manual).