26 milling cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 361
HEIDENHAIN MANUALplus 620, CNC PILOT 640
361
4.26 Milling cy
cles
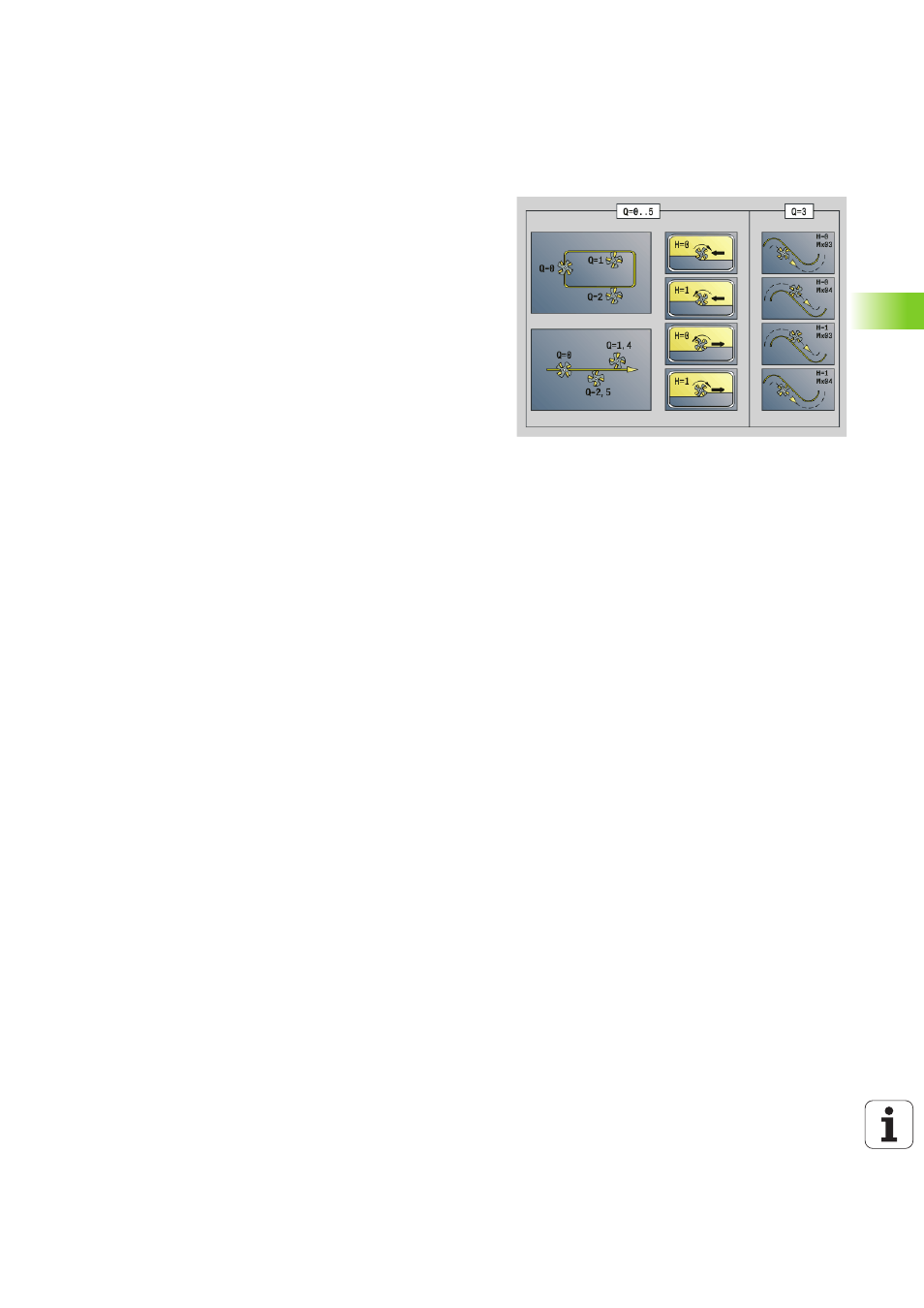
G840—Milling
You can change the machining direction and the milling cutter radius
compensation (MCRC) with the cycle type Q, the cutting direction
H
and the rotational direction of the tool (see table). Program only the
parameters given in the following table.
See also:
G840—Fundamentals: Page 358
G840—Calculating hole positions: Page 359
Parameters—Milling
Q
Cycle type (= milling location).
Open contour. If there is any overlapping, Q defines whether
the first section (as of starting point) or the entire contour is
to be machined.
Q=0: Center of milling cutter on the contour (without
MCRC)
Q=1: Machining at the left of the contour. If there is any
overlapping, G840 machines only the first section of the
contour (starting point: 1st point of intersection).
Q=2: Machining at the right of the contour. If there is any
overlapping, G840 machines only the first section of the
contour (starting point: 1st point of intersection).
Q=3: The contour is machined to the left or right
depending on H and the direction of cutter rotation (see
table). If there is any overlapping, G840 machines only the
first section of the contour (starting point: 1st point of
intersection).
Q=4: Machining at the left of the contour. If there is any
overlapping, G840 machines the entire contour.
Q=5: Machining at the right of the contour. If there is any
overlapping, G840 machines the entire contour.
Closed contours
Q=0: Center of milling cutter on the contour (hole position
= starting point)
Q=1: Inside milling
Q=2: Outside milling
Q=3 to 5: Not allowed
ID
Milling contour—name of the contour to be milled
NS
Block number—beginning of contour section
Figures: Block number of the figure
Free open or closed contour: First contour element (not
starting point)