21 under c ut cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 319
HEIDENHAIN MANUALplus 620, CNC PILOT 640
319
4.21 Under
c
ut cy
cles
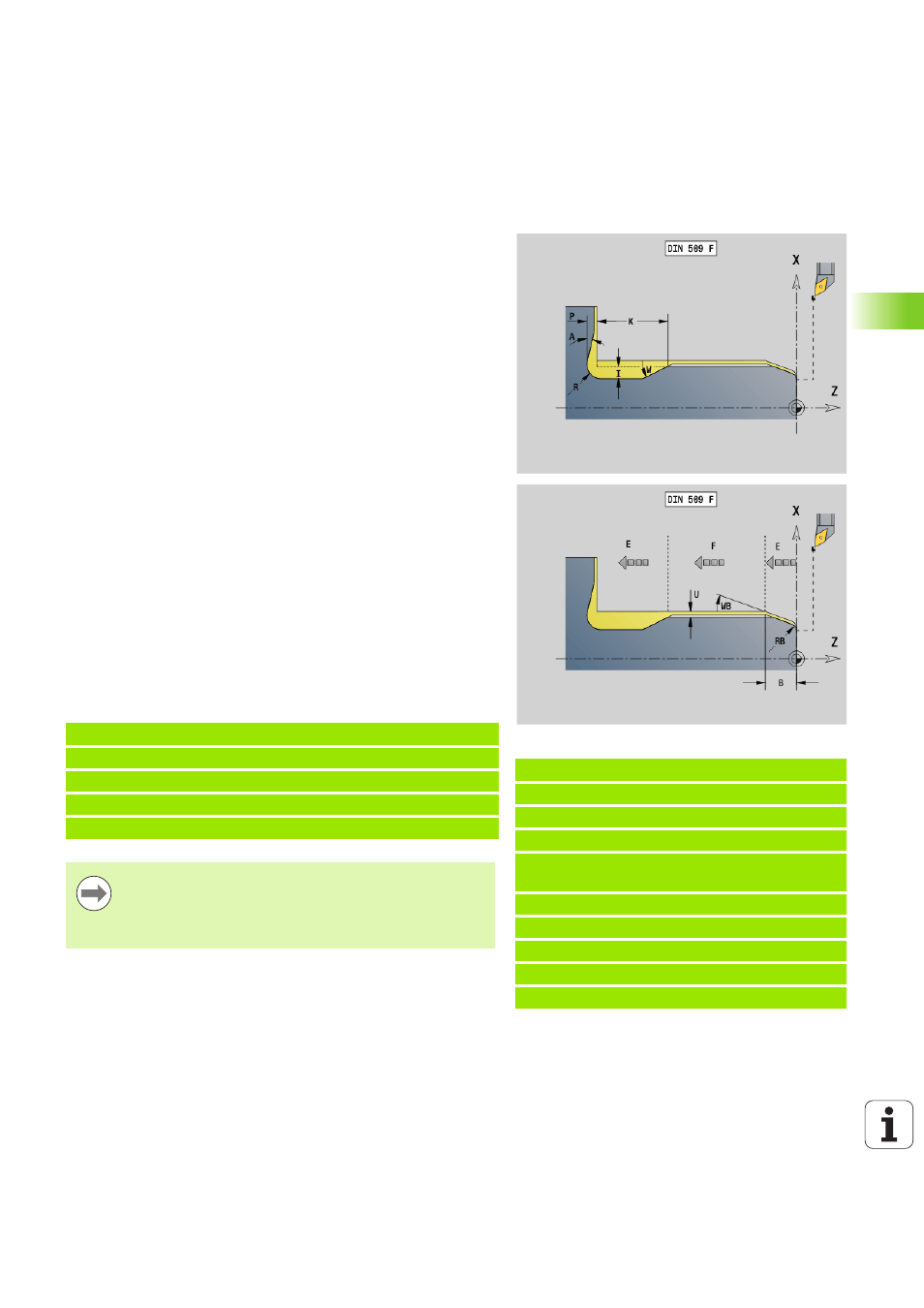
Undercut according to DIN 509 F with cylinder
machining G852
G852 machines the adjoining cylinder, the undercut, and finishes with
the plane surface. It also machines a cylinder start chamfer when you
enter at least one of the parameters Cut-in length (1st cut length)
or Cut-in radius (1st cut radius).
The Steuerung calculates unentered parameters automatically from
the diameter in the standard table (see “Undercut cycle G85” on
page 316).
Blocks following the cycle call
Beispiel: G852
%852.nc
[G852]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G852 I3 K15 W30 R2 P0.2 A8 B5 RB2 WB30
E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
END
Parameters
I
Undercut depth (default: value from standard table)
K
Undercut length (default: value from standard table)
W
Undercut angle (default: value from standard table)
R
Undercut radius (default: value from standard table)
P
Face depth (default: value from standard table)
A
Face angle (default: value from standard table)
B
Cut-in length (1st cut length)—no input: No chamfer machined
at start of cylinder
RB
Cut-in radius (1st cut radius)—no input: 1st cut radius is not
machined
WB
1st cut angle (default: 45 °)
E
Reduced feed for machining the undercut (default: active feed
rate)
H
Type of departure (default: 0):
0: Tool returns to the starting point
1: Tool remains at the end of the plane surface
U
Grinding oversize for the area of the cylinder (default: 0)
N.. G852 I.. K.. W.. /Cycle call
N.. G0 X.. Z.. /Corner point of cylinder start chamfer
N.. G1 Z.. /Undercut corner
N.. G1 X.. /End point on plane surface
N.. G80 /End of contour definition
Undercuts can only be executed in orthogonal, paraxial
contour corners along the longitudinal axis.
Cutting radius compensation is active.
Oversizes are not taken into account.