26 milling cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 373
HEIDENHAIN MANUALplus 620, CNC PILOT 640
373
4.26 Milling cy
cles
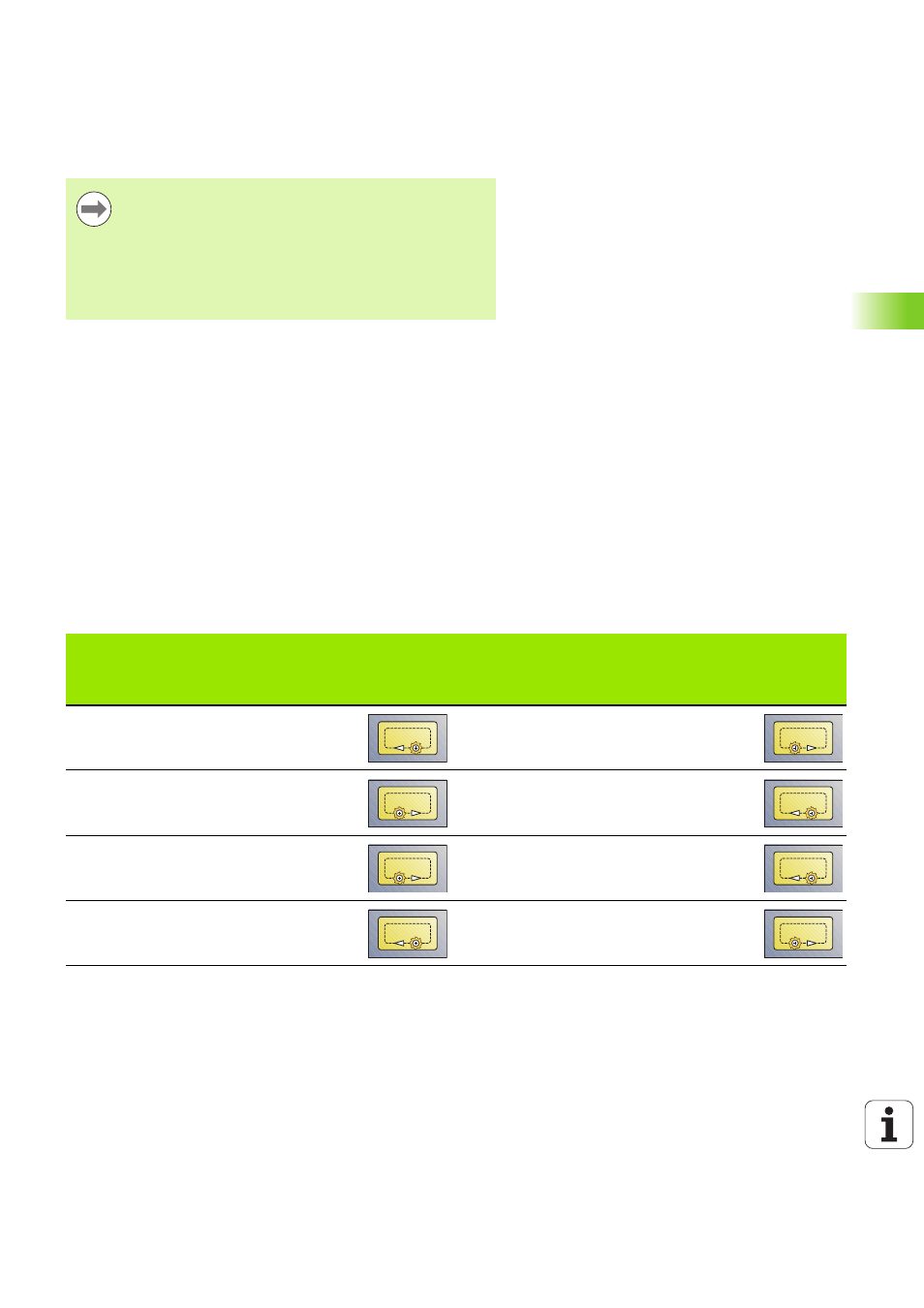
You can change the milling direction with the cutting direction H, the
machining direction Q and the direction of tool rotation (see following
table). Program only the parameters given in the following table.
For the machining direction Q=1 (from the outside toward
the inside), please note:
The contour must start with a linear element.
If the starting element is < WB, WB is reduced to the
length of the starting element.
The length of the starting element must not be less than
1.5 times the diameter of the milling cutter.
Cycle run
1
Starting position (X, Z, C) is the position before the cycle begins.
2
Calculates the number of cuts (infeeds to the milling planes,
infeeds in the milling depths) and the plunging positions and paths
for reciprocating or helical plunges.
3
Approaches to safety clearance and, depending on O, feeds to
the first milling depth or approaches helically or on a reciprocating
path.
4
Mills a plane.
5
Retracts by the safety clearance, returns and cuts to the next
milling depth.
6
Repeats steps 4 and 5 until the complete surface is milled.
7
Returns to retraction plane RB.
Pocket milling, roughing G845
Cutting
direction
Machining
direction
Direction
of tool
rotation
Execution
Cutting
direction
Machining
direction
Direction
of tool
rotation
Execution
Up-cut milling
(H=0)
From inside
(Q=0)
Mx03
Climb milling
(H=1)
From inside
(Q=0)
Mx03
Up-cut milling
(H=0)
From inside
(Q=0)
Mx04
Climb milling
(H=1)
From inside
(Q=0)
Mx04
Up-cut milling
(H=0)
From outside
(Q=1)
Mx03
Climb milling
(H=1)
From outside
(Q=1)
Mx03
Up-cut milling
(H=0)
From outside
(Q=1)
Mx04
Climb milling
(H=1)
From outside
(Q=1)
Mx04