26 milling cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 371
HEIDENHAIN MANUALplus 620, CNC PILOT 640
371
4.26 Milling cy
cles
Parameters—Milling
A
Sequence for "Milling": A=0 (default=0)
NF
Position mark—reference from which the cycle reads the hole
positions [1 to 127].
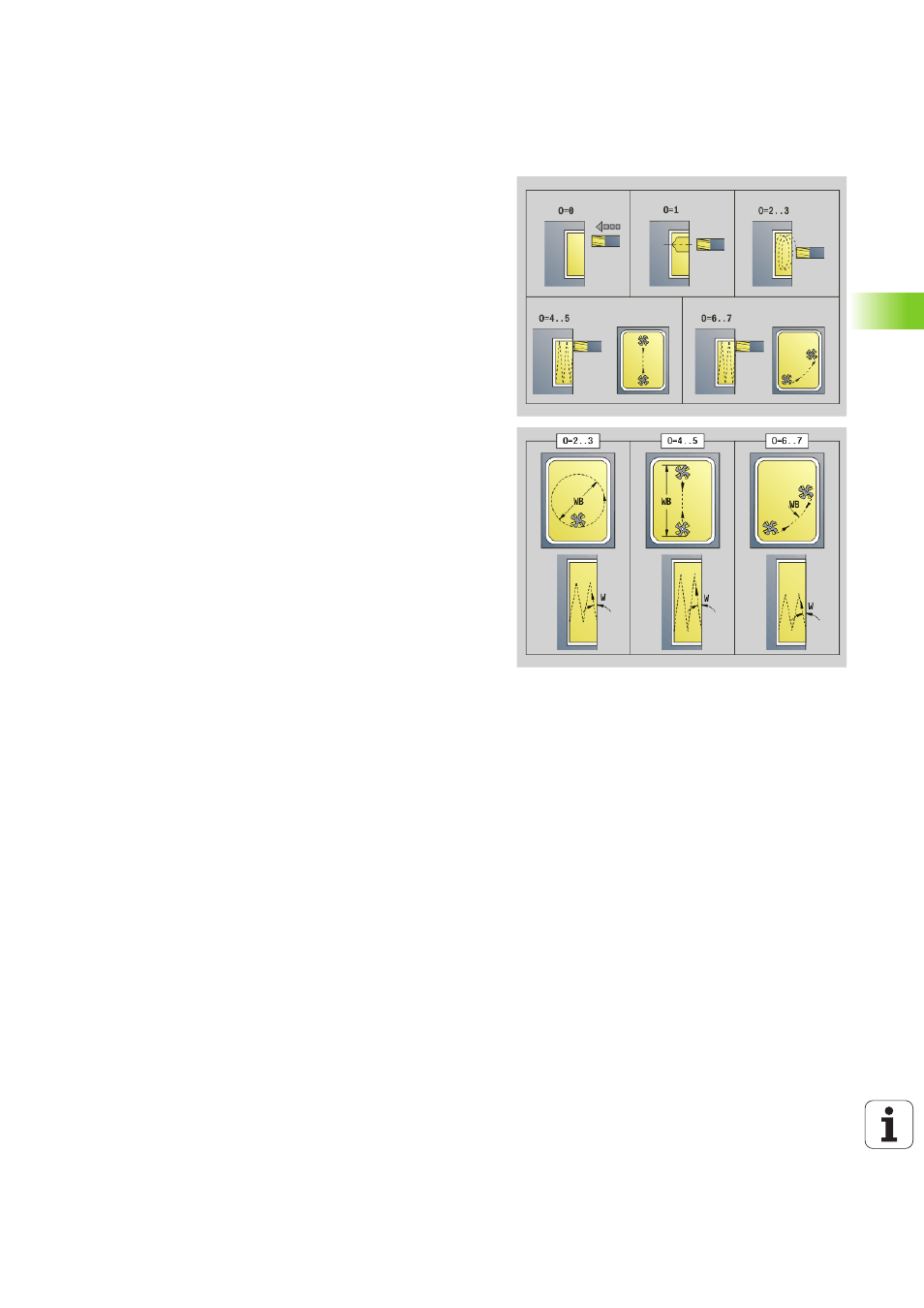
O
Plunging behavior (default: 0)
O=0 (vertical plunge): The cycle moves the tool to the starting
point; the tool plunges at the feed rate for infeed and mills the
pocket.
O=1 (plunge at pre-drilled position):
If "NF" is programmed: The cycle positions the milling cutter
above the first pre-drilled hole; the tool plunges and mills the
first area. If applicable, the cycle positions the tool to the
next pre-drilled hole and mills the next area, etc.
If "NF" is not programmed: The tool plunges at the current
position and mills the area. If applicable, position the tool to
the next pre-drilled hole and mill the next area, etc.
O=2, 3 (helical plunge): The tool plunges at the angle "W" and
mills full circles with the diameter "WB." As soon as it reaches
the milling depth "P," the cycle switches to face milling.
O=2—manually: The cycle plunges at the current position
and machines the area that can be reached from this
position.
O=3—automatically: The cycle calculates the plunging
position, plunges and machines this area. The plunging
motion ends at the starting point of the first milling path, if
possible. If the pocket consists of multiple areas, the cycle
successively machines all the areas.
O=4, 5 (reciprocating linear plunge): The tool plunges at the
angle "W" and mills a linear path of the length "WB." You can
define the orientation angle in "WE." The cycle then mills along
this path in the opposite direction. As soon as it reaches the
milling depth "P," the cycle switches to face milling.
O=4—manually: The cycle plunges at the current position
and machines the area that can be reached from this
position.
O=5—automatically: The cycle calculates the plunging
position, plunges and machines this area. The plunging
motion ends at the starting point of the first milling path, if
possible. If the pocket consists of multiple areas, the cycle
successively machines all the areas. The plunging position is
determined from the type of figure and from "Q" as follows: