1 7 cont our -based t u rn ing cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 284
284
DIN Programming
4.1
7
Cont
our
-based t
u
rn
ing cy
cles
The Steuerung uses the tool definition to distinguish between external
and internal machining, or between radial and axial recesses.
Contour cycle repeats can be programmed with G741 before the cycle
call.
Parameters
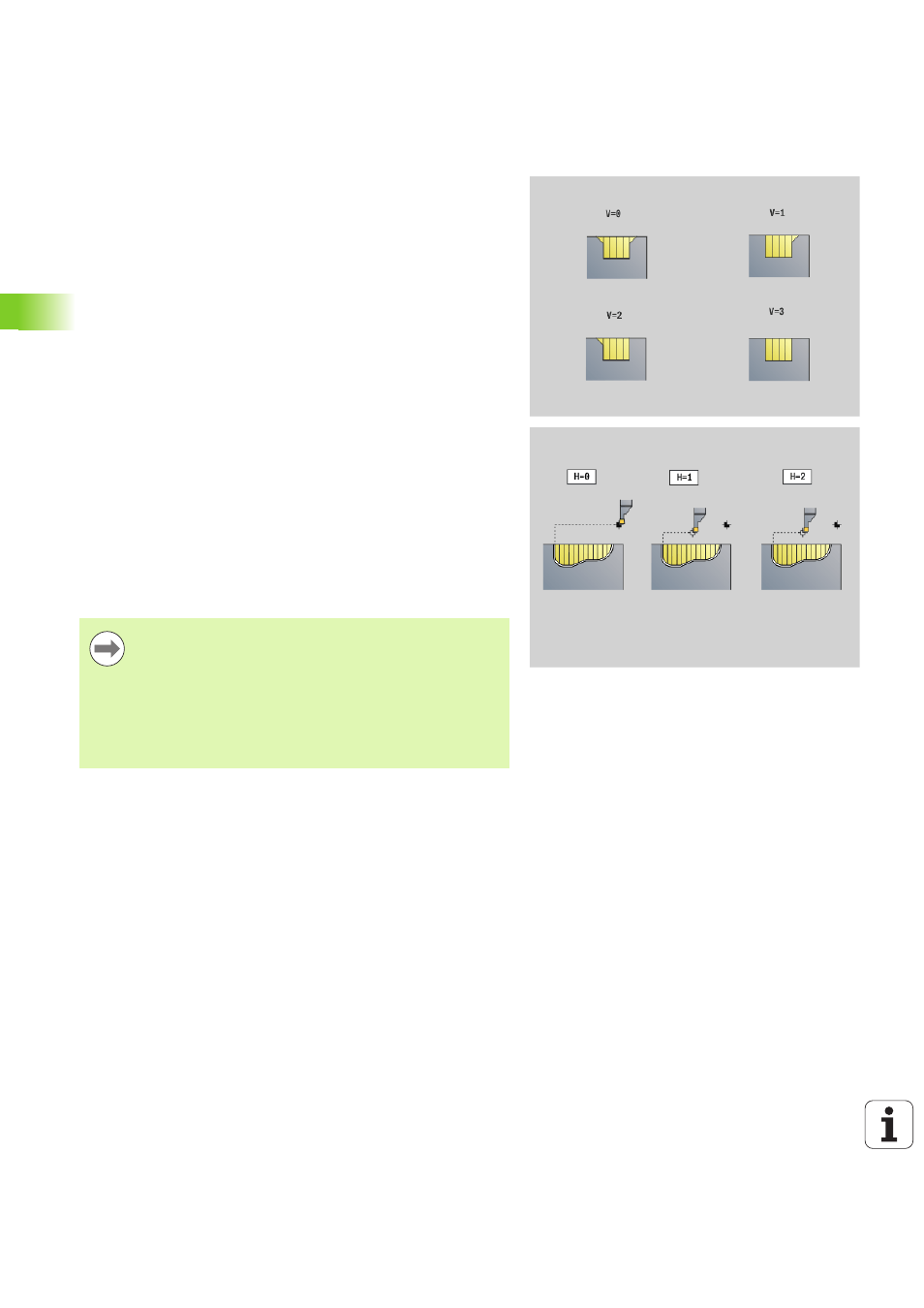
H
Type of retraction at cycle end (default: 0)
0: Return to starting point
Axial recess: First Z, then X direction
Radial recess: First X, then Z direction
1: Positions in front of the finished contour
2: Retracts to safety clearance and stops
B
Recessing width
P
Cutting depth by which one cut is fed.
O
Roughing, lift-off
0: Lift-up at rapid
1: Below 45°
U
Finishing of floor element
0: Value from global parameter
1: Dividing
2: Complete
The tool radius compensation is active.
A G57 oversize enlarges the contour (also inside
contours.
A G58 oversize
>0: Enlarges the contour
<0: Is not offset
G57/G58 oversizes are deleted after cycle end.
Cycle run (where Q=0 or 1)
1
Calculates the areas to be machined and the cutting
segmentation.
2
Approaches workpiece for first pass from starting point, taking
the safety clearance into account.
Radial recess: First Z, then X direction
Axial recess: First X, then Z direction
3
Executes first cut (roughing).
4
Returns at rapid traverse and approaches for next pass.
5
Repeats 3 to 4 until the complete area has been machined.
6
If required, repeats 2 to 5 until all areas have been machined.
7
If Q=0: Finish-machines the contour.