Eccentric turning g725, 29 other g codes – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 399
HEIDENHAIN MANUALplus 620, CNC PILOT 640
399
4.29 Other G codes
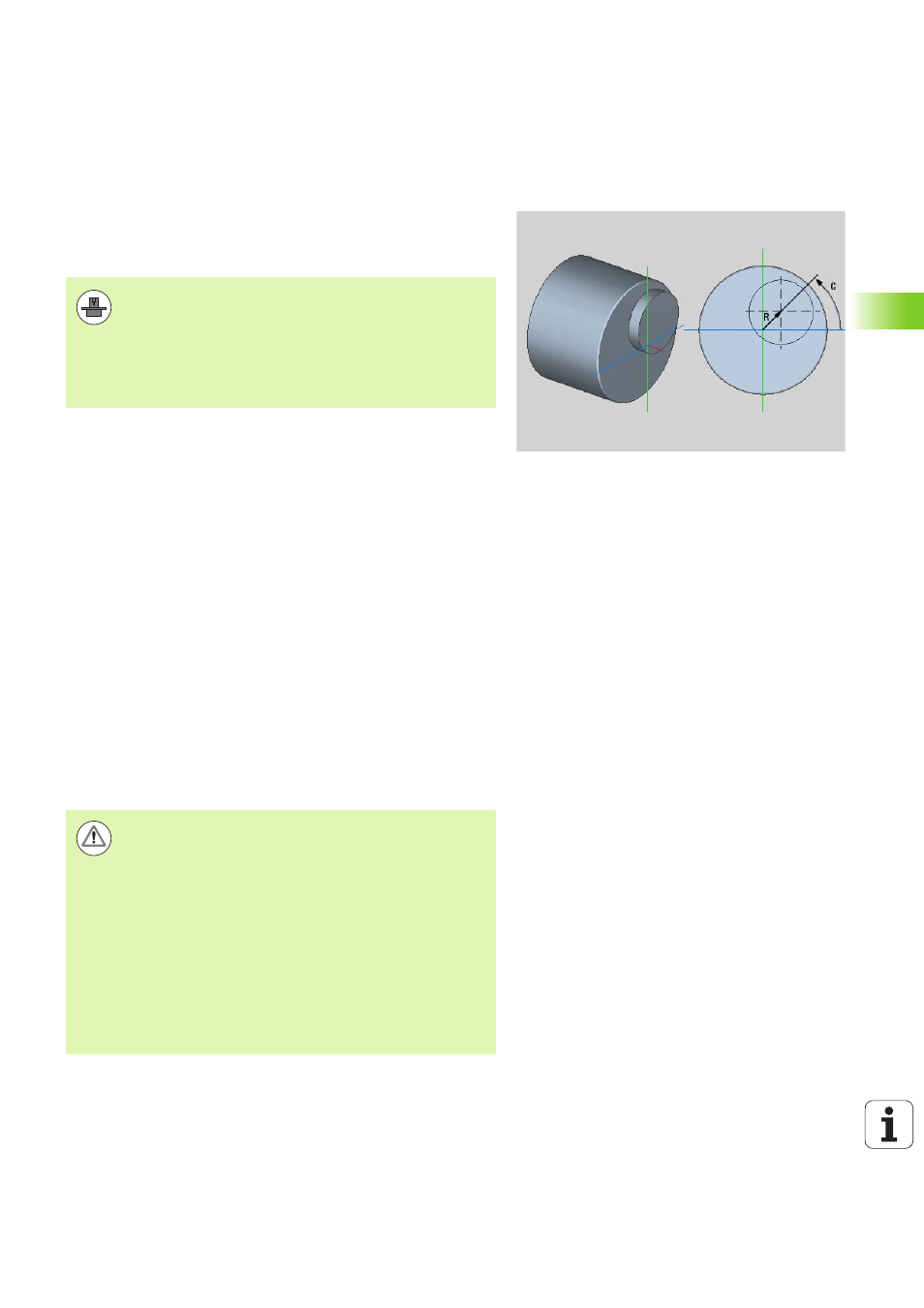
Eccentric turning G725
G725 is used to machine turning contours outside the original turning
center.
The turning contours are programmed using separate turning cycles.
Machine and control must be specially prepared by the
machine tool builder for use of this cycle. Refer to your
machine manual.
Prerequisites:
Software option Y-Axis Machining
Software option Synchronizing Functions
Parameters
H
Activate coupling
H=0: Deactivate coupling
H=1: Activate coupling
Q
Reference spindle: Number of the spindle that is coupled
with the X and Y axes (machine-dependent)
R
Center offset: Distance between the eccentric center and
the original turning center (radius value)
C
Position C: C-axis angle of the center offset
F
Maximum rapid traverse: Permissible rapid traverse for the
X and Y axes while coupling is active
V
Direction reversal in Y (machine-dependent)
V=0: The control uses the configured axis direction for Y-
axis movements
V=1: The control reverses the configured axis direction
for Y-axis movements
Please note while programming:
Program a workpiece blank increased by the center
offset in the radius if you are using turning cycles that
are referenced to the workpiece-blank definition.
Program a starting point increased by the center offset
in the radius if you are using turning cycles that are not
referenced to the workpiece-blank definition.
Reduce the spindle speed if you increase the center
offset.
Reduce the maximum rapid traverse F if you increase
the center offset.
Use identical values for the parameter Q when activating
and deactivating the coupling.