1 7 cont our -based t u rn ing cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 281
HEIDENHAIN MANUALplus 620, CNC PILOT 640
281
4.1
7
Cont
our
-based t
u
rn
ing cy
cles
Contour cycle, bidirectional (contour-parallel
with neutral tool) G835
G835 machines the contour area defined in "ID", or by "NS, NE", parallel
to the contour and bidirectionally (see „Working with contour-based
cycles” on page 270). The contour to be machined can contain various
valleys. If required, the area to be machined is divided into several
sections.
Parameters
ID
Auxiliary contour—ID number of the contour to be machined
NS
Starting block number (beginning of contour section)
NE
End block number (end of contour section)
NE not programmed: The contour element NS is machined
in the direction of contour definition.
NS=NE programmed: The contour element NS is machined
opposite to the direction of contour definition.
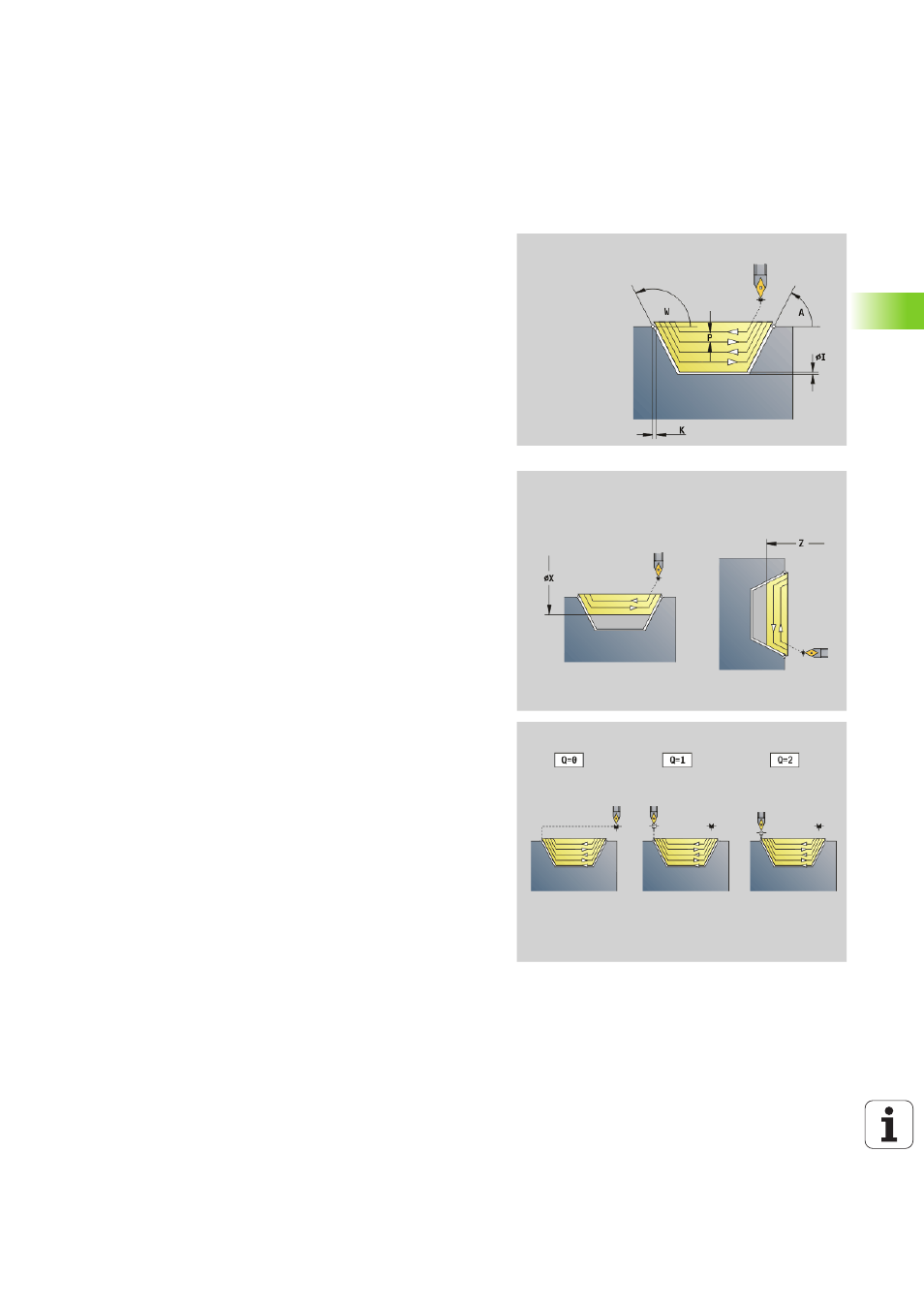
P
Maximum infeed
I
Oversize in X direction (diameter value)—(default: 0)
K
Oversize in Z direction (default: 0)
X
Cutting limit in X direction (diameter value)—(default: no
cutting limit)
Z
Cutting limit in Z direction (default: no cutting limit)
A
Approach angle (reference: Z axis)—(default: 0°/180°, parallel
to Z axis, or with facing tools: parallel to X axis)
W
Departure angle (reference: Z axis)—(default: 90°/270°,
perpendicular to Z axis, or with facing tools: perpendicular to X
axis)
Q
Type of retraction at cycle end (default: 0)
0: Returns to starting point (first X, then Z direction)
1: Positions in front of the finished contour
2: Retracts to safety clearance and stops
V
Identifier beginning/end (default: 0). A chamfer/rounding arc is
machined:
0: At beginning and end
1: At beginning
2: At end
3: No machining
4: Chamfer/rounding arc is machined—not the basic
element (prerequisite: contour section with one element)