1 7 cont our -based t u rn ing cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 276
276
DIN Programming
4.1
7
Cont
our
-based t
u
rn
ing cy
cles
The Steuerung uses the tool definition to distinguish between external
and internal machining.
Parameters
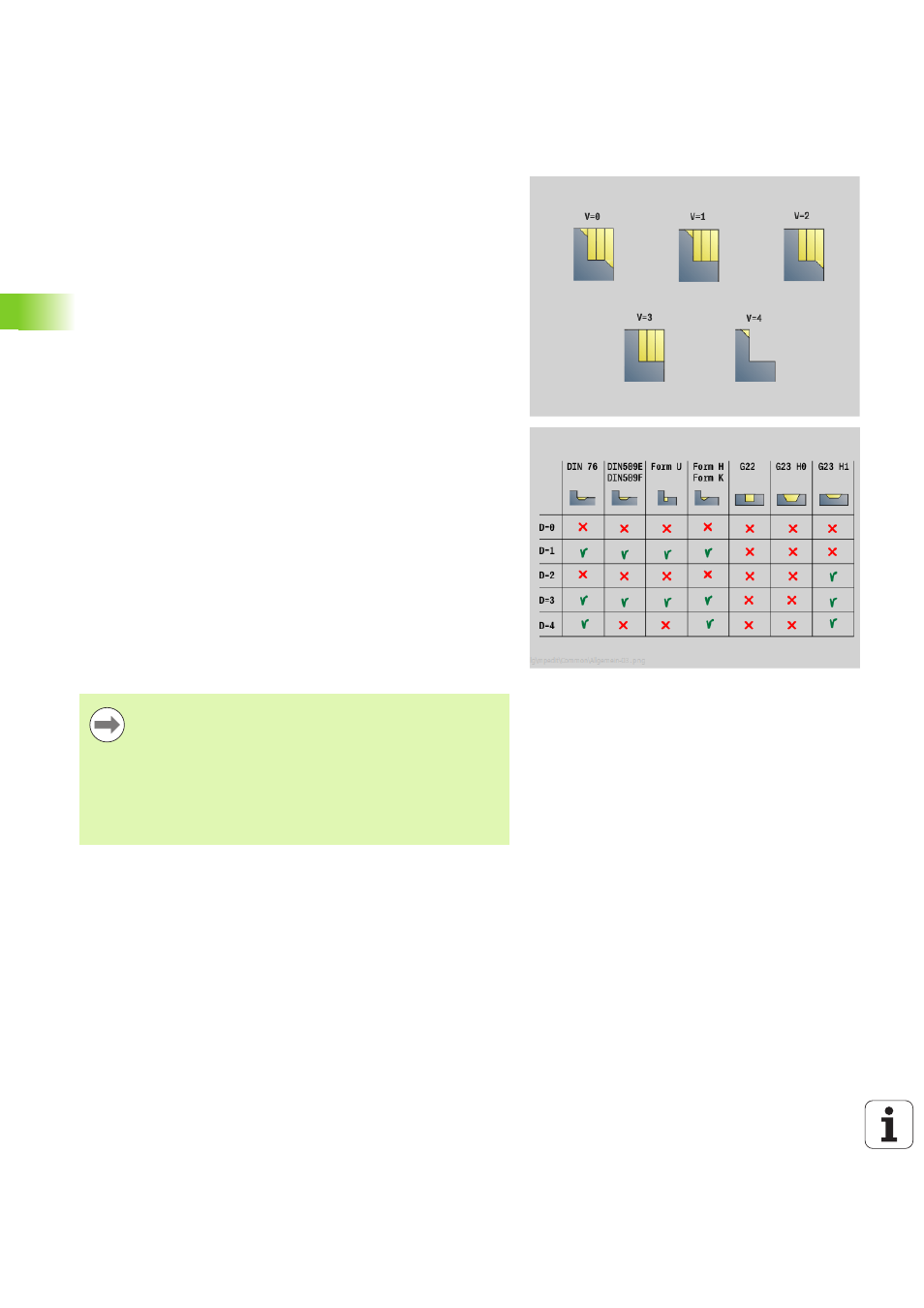
V
Identifier beginning/end (default: 0). A chamfer/rounding arc
is machined:
0: At beginning and end
1: At beginning
2: At end
3: No machining
4: Chamfer/rounding arc is machined—not the basic
element (prerequisite: contour section with one element)
D
Omit elements (see figure)
U
Cut line on vertical element (default: 0):
0: No (regular proportioning of cuts)
1: Yes (may result in irregular proportioning of cuts)
O
Hide undercutting:
0: Undercuts are machined
1: Undercuts are not machined
B
Slide lead with 4-axis machining (not yet implemented)
XA, ZA Starting point of blank (only effective if no blank was
programmed):
XA, ZA not programmed: The workpiece blank contour is
calculated from the tool position and the ICP contour.
XA, ZA programmed: Definition of the corner point of the
workpiece blank.
The tool radius compensation is active.
A G57 oversize enlarges the contour (also inside
contours.
A G58 oversize
>0: Enlarges the contour
<0: Is not offset
G57/G58 oversizes are deleted after cycle end.