Single thread cycle g32, 1 9 thr ead cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 307
HEIDENHAIN MANUALplus 620, CNC PILOT 640
307
4.1
9
Thr
ead cy
cles
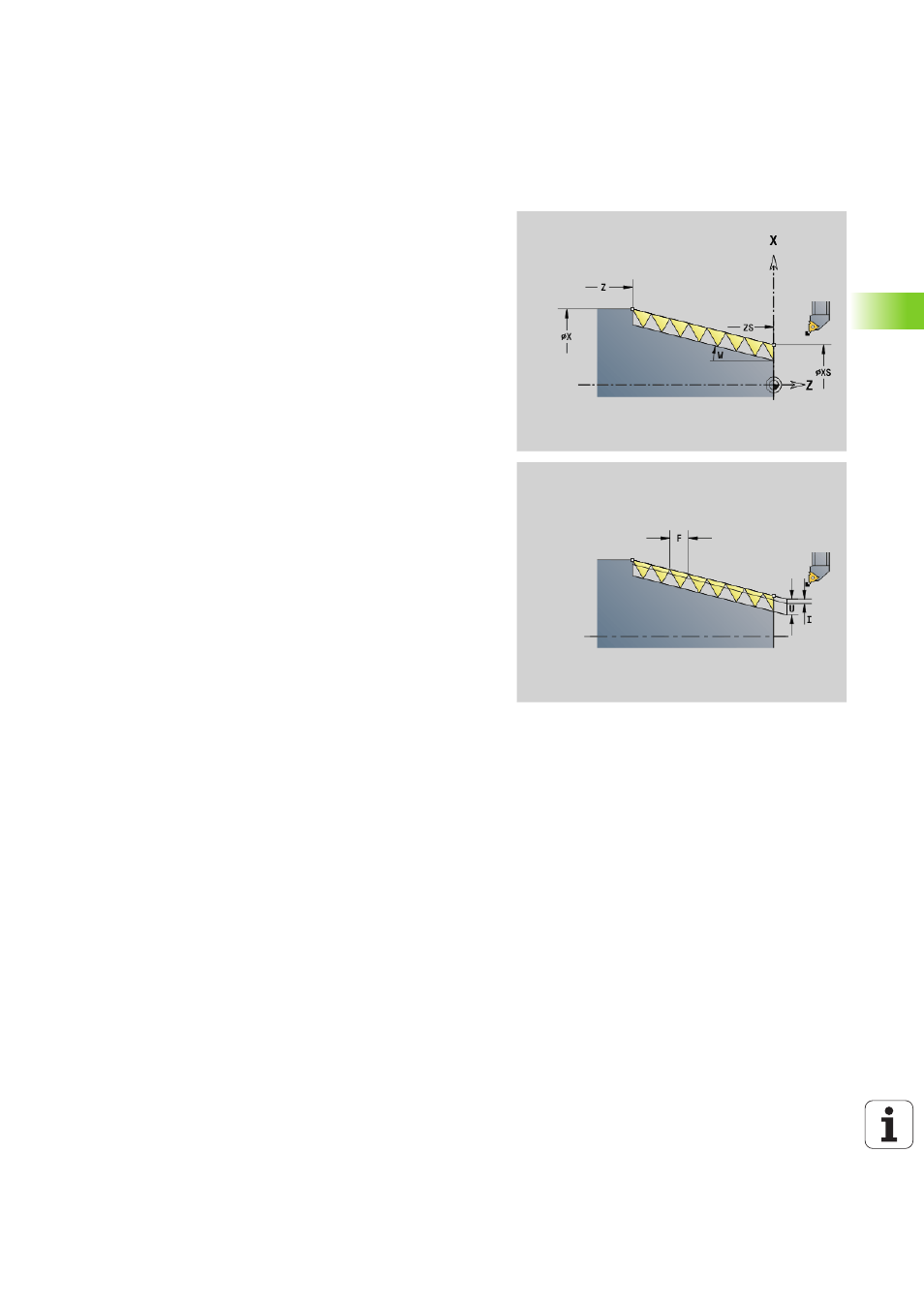
Single thread cycle G32
G32 cuts a single thread in any desired direction and position
(longitudinal, tapered or transverse thread; internal or external thread).
Parameters
X
End point of thread (diameter)
Z
End point of thread
XS
Starting point for thread (diameter)
ZS
Starting point for thread
BD
External/internal thread:
0: External thread
1: Internal thread
F
Thread pitch
U
Thread depth
No input: The thread depth is calculated automatically:
External thread (0.6134 * F)
Internal thread (0.5413 * F)
I
Maximum cutting depth
IC
Number of cuts. The infeed is calculated from IC and U. Usable
with:
V=0 (constant chip cross section)
V=1 (constant infeed)
V
Type of infeed (default: 0); for details, see page 301
0: Constant cross section for all cuts
1: Constant infeed
2: W/ remaining cutting (with distribution of remaining cuts).
First infeed = Remainder of the division of thread depth/
cutting depth. The last cut is divided into four partial cuts: 1/
2, 1/4, 1/8 and 1/8
3: Infeed is calculated from the pitch and spindle speed
4: Same as MANUALplus 4110
5: Constant infeed (same as 4290)
6: Constant with distribute. (same as 4290)
H
Type of offset for smoothing the thread flanks (default: 0)
0: Without offset
1: Offset from the left
2: Offset from the right
3: Tool is offset alternately from the right and left
WE
Lift off method with K=0 (default: 0)
0: G0 at end
1: Lift-off in thread
K
Run-out length at thread end point (default: 0)