Drilling cycle g71, 22 dr illing cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 325
HEIDENHAIN MANUALplus 620, CNC PILOT 640
325
4.22 Dr
illing cy
cles
Drilling cycle G71
G71 is used for axial and radial bore holes using driven or stationary
tools.
Beispiel: G71
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2 [drilling]
. . .
Parameters
ID
Drilling contour—Name of the hole definition
NS
Block number of contour
Reference to the contour of the hole (G49-Geo, G300-Geo or
G310-Geo)
No input: Single hole without contour description
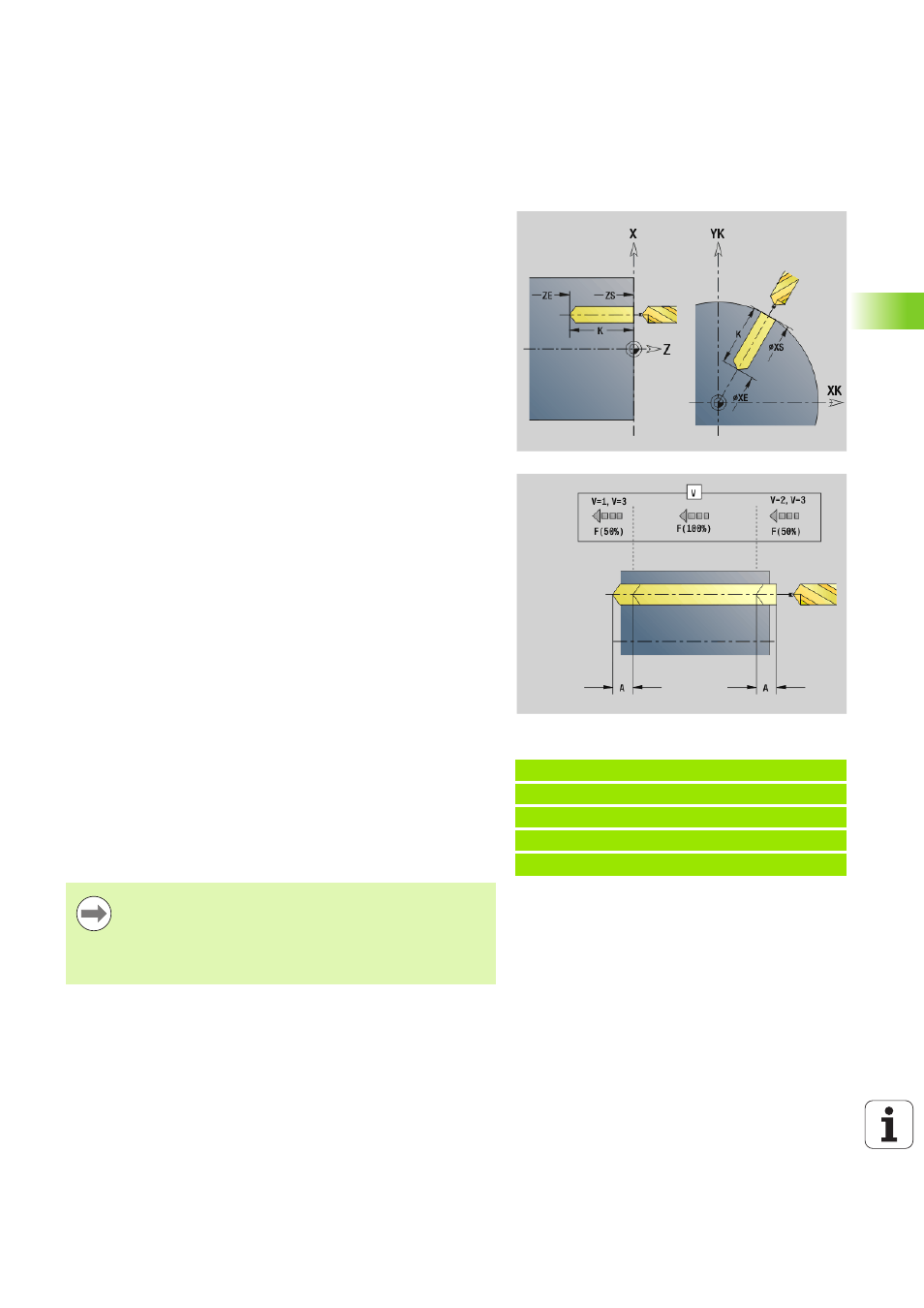
XS
Starting point of radial hole (diameter value)
ZS
Starting point of axial hole
XE
End point of radial hole (diameter value)
ZE
End point of axial hole
K
Boring depth (hole depth) (alternative to XE/ZE)
A
Drilling lengths (default: 0)
V
Bore (through-drilling) variant (feed rate reduction 50%)—
(default: 0)
0: No feed rate reduction
1: Feed reduction for through-drilling
2: Feed reduction for pre-drilling
3: Feed reduction for pre-drilling and through-drilling
RB
Retraction plane (radial holes, holes in the YZ plane:
diameter)—(default: return to the starting position or to the
safety clearance)
E
Period of dwell for chip breaking at end of hole (in seconds)—
(default: 0)
D
Retraction type (default: 0)
0: Rapid traverse
1: Feed rate
BS
Start element no. (number of the first hole to be machined in a
pattern)
BE
End element no. (number of the last hole to be machined in a
pattern)
H
(Spindle) Brake off (default: 0)
0: Spindle brake on
1: Spindle brake off
Single hole without contour description: Program XS or
ZS as alternative.
Hole with contour description: Do not program XS, ZS.
Hole pattern: NS refers to the hole contour, and not the
definition of the pattern.