35 g codes from previous controls, Contour definitions in the machining section – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 432
432
DIN Programming
4.35 G codes fr
om pr
evious contr
o
ls
4.35 G codes from previous controls
The commands described in the following are supported to enable you
to use NC programs from previous controls. HEIDENHAIN
recommends against using these commands in new NC programs.
Contour definitions in the machining section
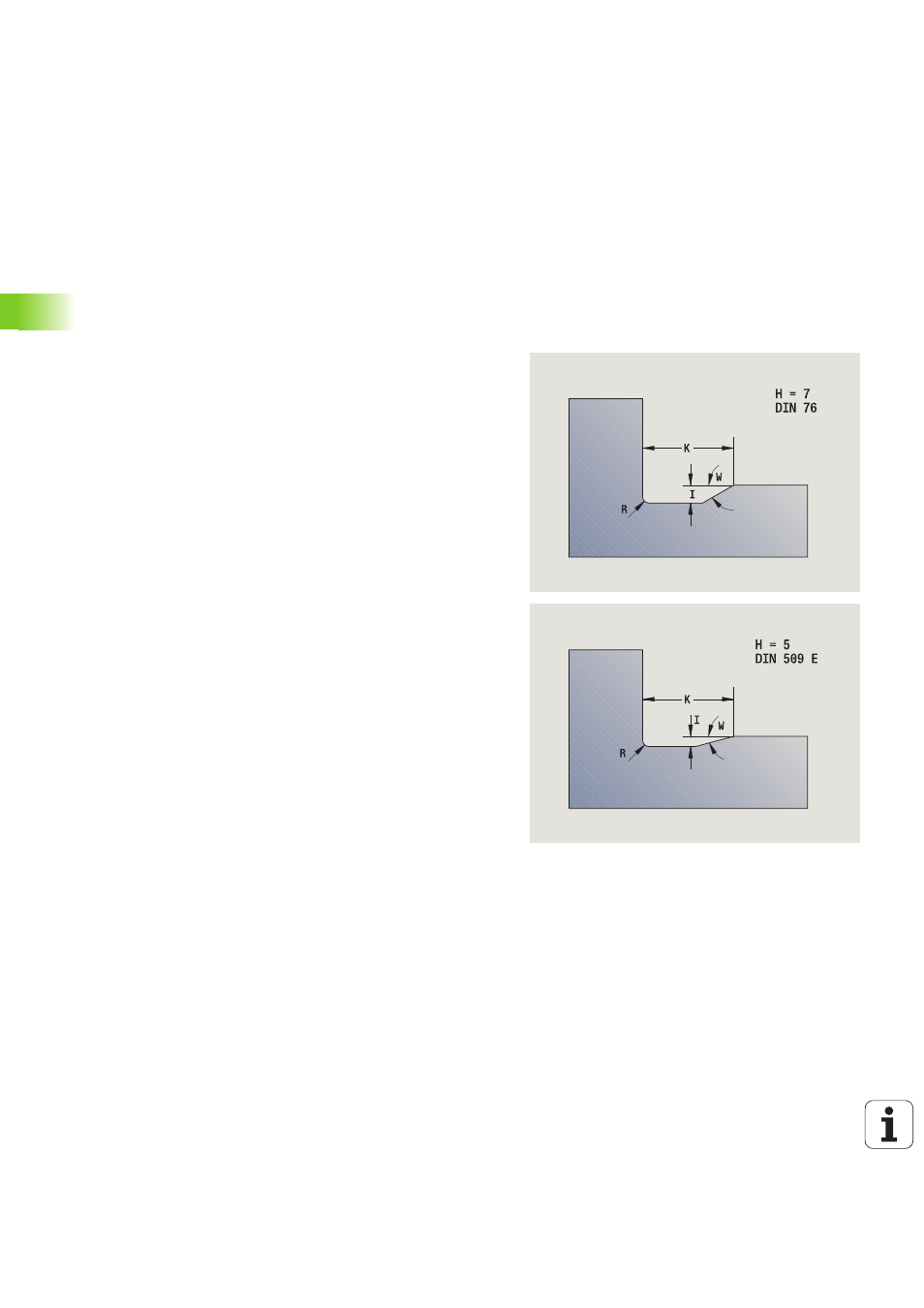
Undercut contour G25
G25 generates an undercut form element (DIN 509 E, DIN 509 F,
DIN 76) that can be integrated in the contour description of roughing
or finishing cycles. The help graphic illustrates the undercut
parameters.
If the parameters are not defined, the Steuerung determines the
following values from the diameter or the thread pitch in the standard
table:
DIN 509 E: I, K, W, R
DIN 509 F: I, K, W, R, P, A
DIN 76: I, K, W, R (determined from the thread pitch)
Parameters
H
Undercut type (default: 0)
H=0, 5: DIN 509 E
H=6: DIN 509 F
H=7: DIN 76
I
Undercut depth (default: value from standard table)
K
Undercut width (default: value from standard table)
R
Undercut radius (default: value from standard table)
P
Face depth (default: value from standard table)
W
Undercut angle (default: value from standard table)
A
Face angle (default: value from standard table)
FP
Thread pitch—no value: Pitch calculated from thread diameter
U
Grinding oversize (default: 0)
E
Reduced feed for machining the undercut (default: active feed
rate)