Tapping g36—single path, 22 dr illing cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 330
330
DIN Programming
4.22 Dr
illing cy
cles
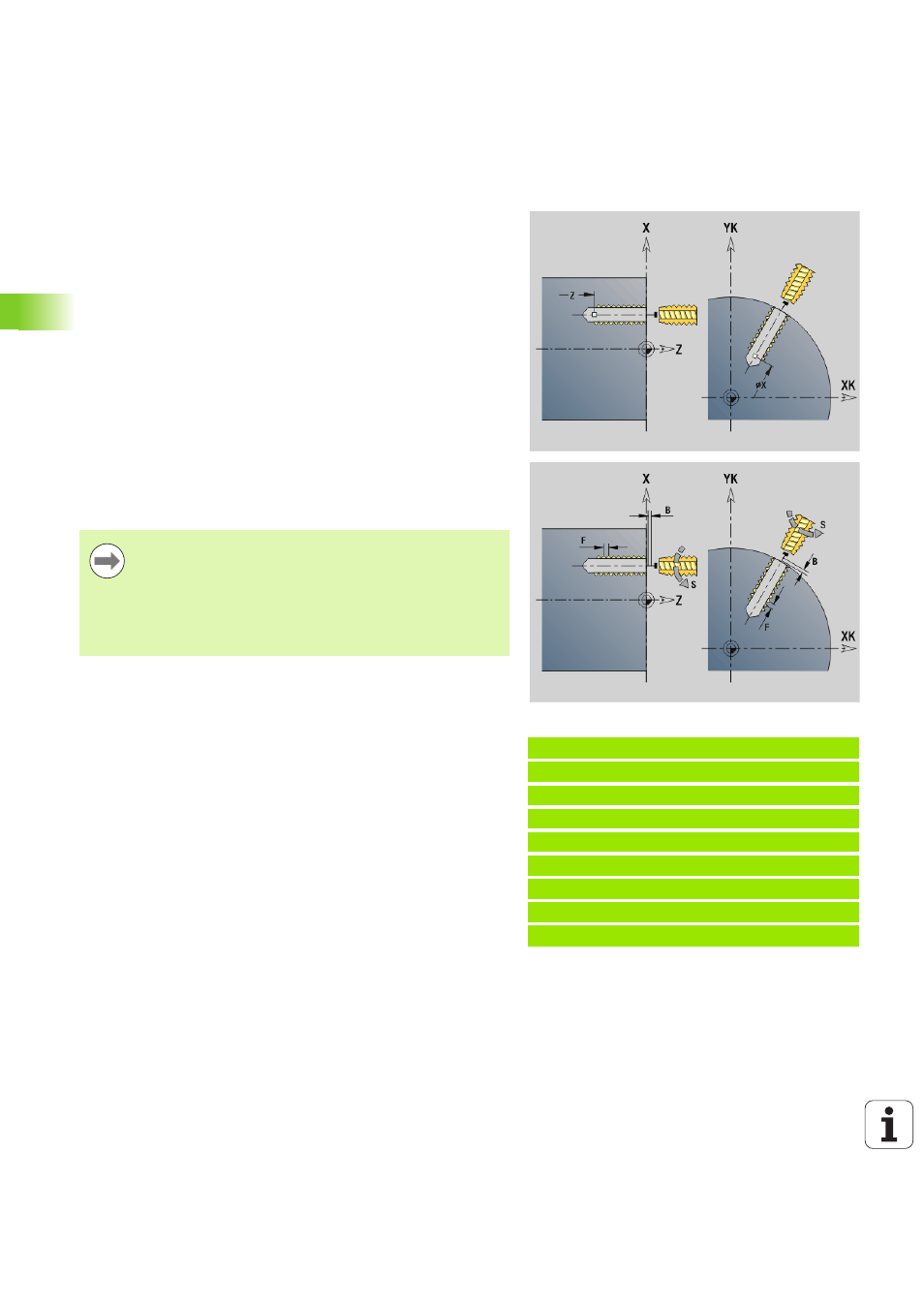
Tapping G36—Single path
G36 cuts axial/radial threads using driven or stationary tools.
Depending on X/Z, G36 decides whether a radial or axial hole will be
machined.
Move to the starting point before G36. G36 returns to the starting
position after having cut the thread.
Type of taps:
Stationary tap: Main spindle and feed drive are synchronized.
Driven tap: Driven tool and feed drive are synchronized.
Beispiel: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 [tapping]
. . .
Parameters
X
End point of radial hole (diameter value)
Z
End point of axial hole
F
Feed per revolution (thread pitch)
B
Run-in length for synchronizing spindle and feed drive
S
Retraction speed (default: Shaft speed for tapping)
P
Chip breaking depth
I
Retraction distance
Cycle stop interrupts the tapping operation.
Cycle start resumes the tapping operation.
Use the feed rate override function for speed changes.
Spindle override is not effective.
Use a floating tap holder if the driven tool is not
controlled, e.g. by a ROD encoder.