29 other g codes, Chucking equipment in simulation g65, Workpiece blank contour g67 (for graphics) – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 381: Period of dwell g4, Precision stop g7
HEIDENHAIN MANUALplus 620, CNC PILOT 640
381
4.29 Other G codes
4.29 Other G codes
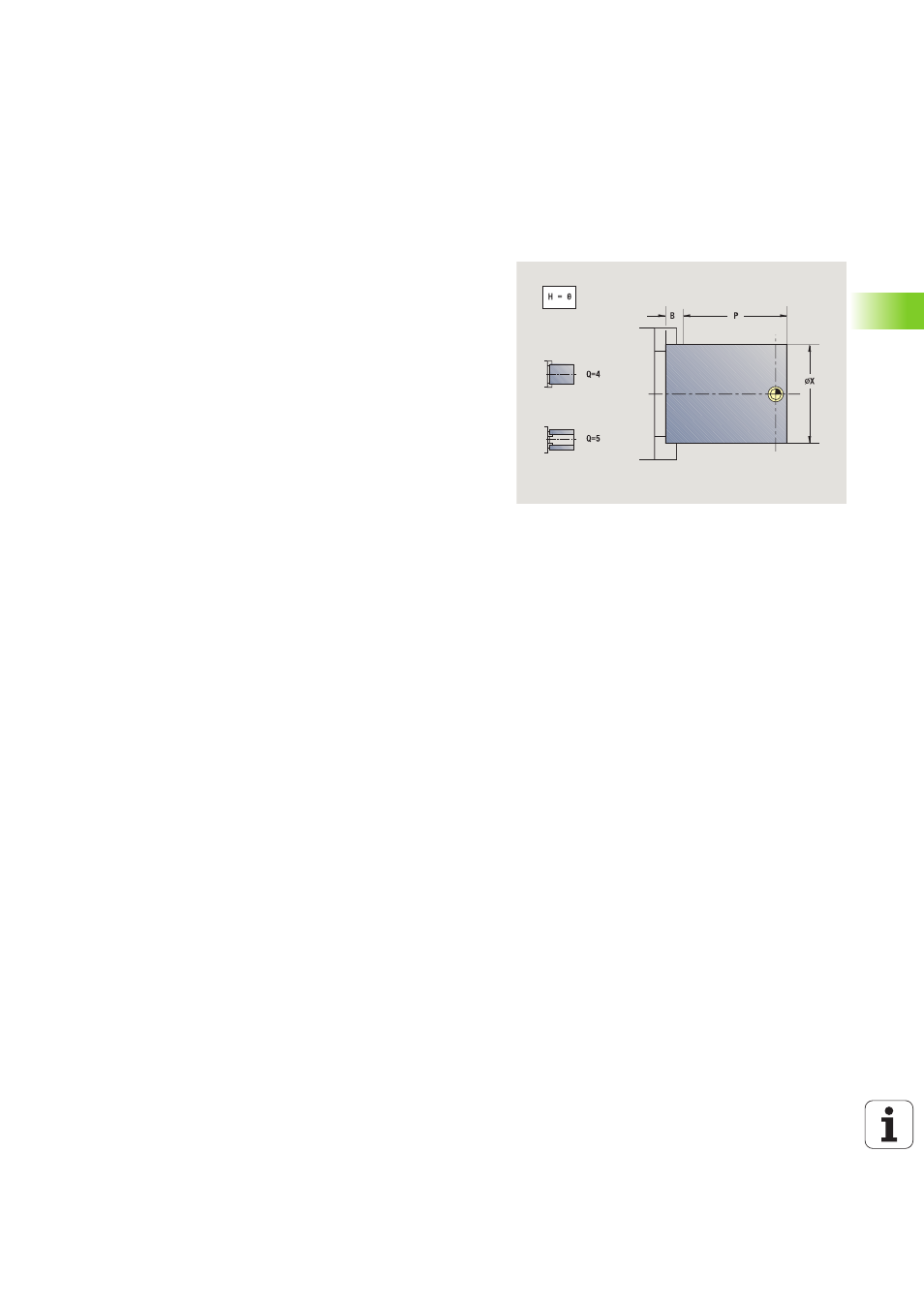
Chucking equipment in simulation G65
G65 displays the selected chucking equipment in the simulation
graphics.
Workpiece blank contour G67 (for graphics)
G67 displays an auxiliary workpiece blank in the simulation graphics.
Period of dwell G4
With G4, the Steuerung interrupts the program run for the time F or
until the revolutions on the recess floor D have been completed before
executing the next program block. If G4 is programmed together with
a path of traverse in the same block, the dwell time or the number of
revolutions on the recess floor only become effective after the path of
traverse has been executed.
Precision stop G7
G7 switches precision stop on. It is a modal function. With a precision
stop, the Steuerung does not run the following block until the last
point has been reached in the tolerance window for position. The
tolerance window is a configuration parameter ("ParameterSets
PX(PZ)/CfgControllerTol/posTolerance").
Precision stop affects single paths and cycles. The NC block
containing G7 is also executed with a precision stop.
Parameters
H
No. of clamping (no. of chuck) (always program H=0)
D
No. of spindle—No input:
X
Diameter of workpiece blank
Z
Start point—No input
Q
Chuck form
4: Externally clamped
5: Internally clamped
B
Clamping length (B+P = length of blank)
P
Free length
V
Delete chucking equipment
Parameters
ID
ID of auxiliary workpiece blank
NS
Block number of contour
Parameters
F
Dwell time [sec] (0 < F <= 999)
D
Revolutions on recessing floor