5 tool positioning in the y axis, Rapid traverse g0, Approach tool change point g14 – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 523: Rapid traverse to machine coordinates g701
HEIDENHAIN MANUALplus 620, CNC PILOT 640
523
6.5 T
ool positioning in the Y axis
6.5 Tool positioning in the Y axis
Rapid traverse G0
G0 moves the tool at rapid traverse along the shortest path to the
"target point X, Y, Z."
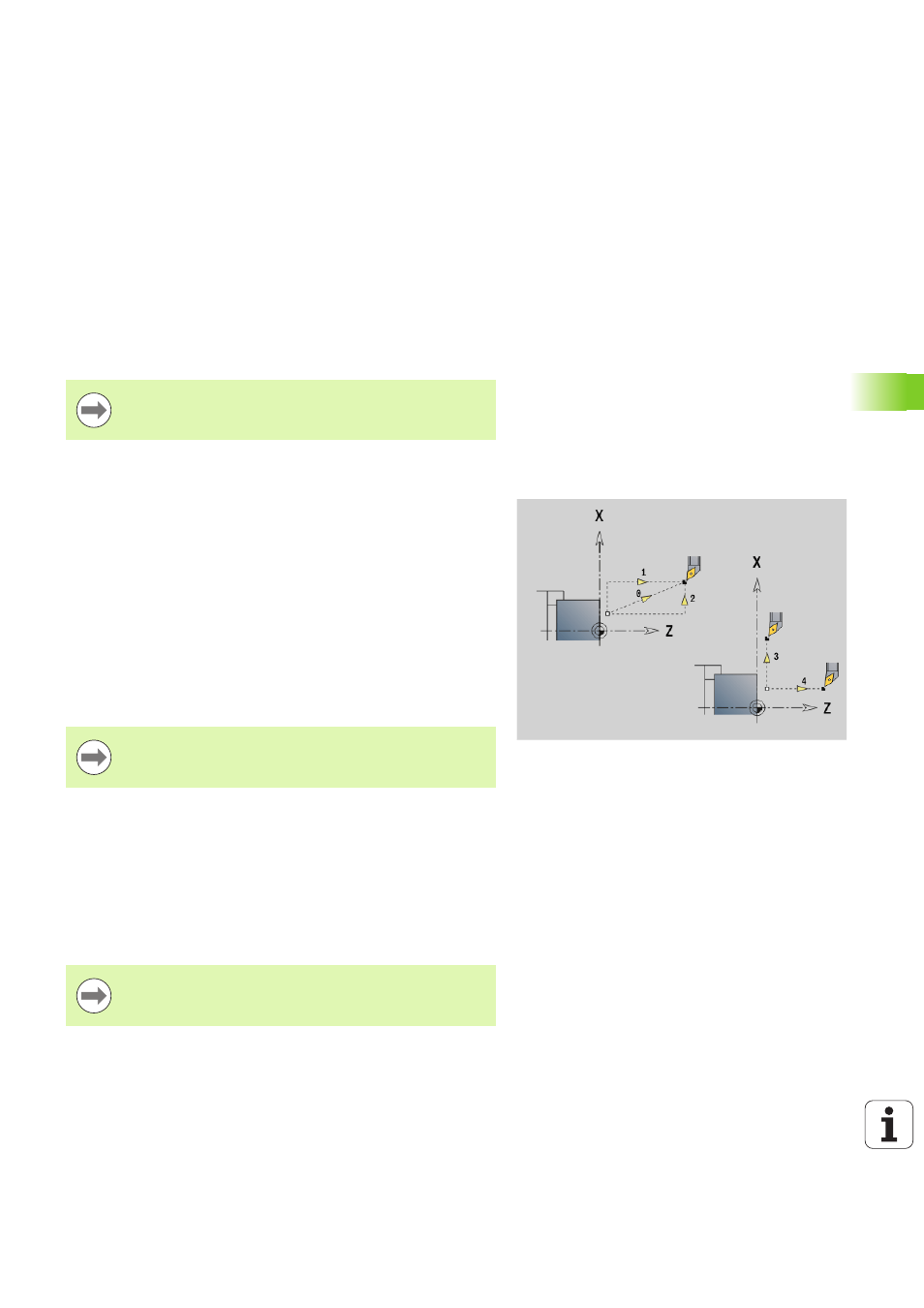
Approach tool change point G14
G14 moves at rapid traverse to the tool change position. In setup
mode, define permanent coordinates for the tool change position.
Rapid traverse to machine coordinates G701
G701 moves the tool at rapid traverse along the shortest path to the
"target point X, Y, Z."
Parameters
X
Diameter—target point
Z
Length—target point
Y
Length—target point
Programming X, Y, Z: Absolute, incremental or modal
Parameters
Q
Sequence (default: 0)
0: Move simultaneously in X and Z axes (diagonal path)
1: First X, then Z direction
2: First Z, then X direction
3: Only X direction, Z remains unchanged
4: Only Z direction, X remains unchanged
5: Only Y direction
6: Move simultaneously in X, Y and Z axes (diagonal path)
If Q=0 to 4, the Y axis does not move.
Parameters
X
End point (diameter)
Y
End point
Z
End point
"X, Y, Z" refer to the machine zero point and the slide
reference point.