Traversing to a fixed stop g916, 29 other g codes – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 394
394
DIN Programming
4.29 Other G codes
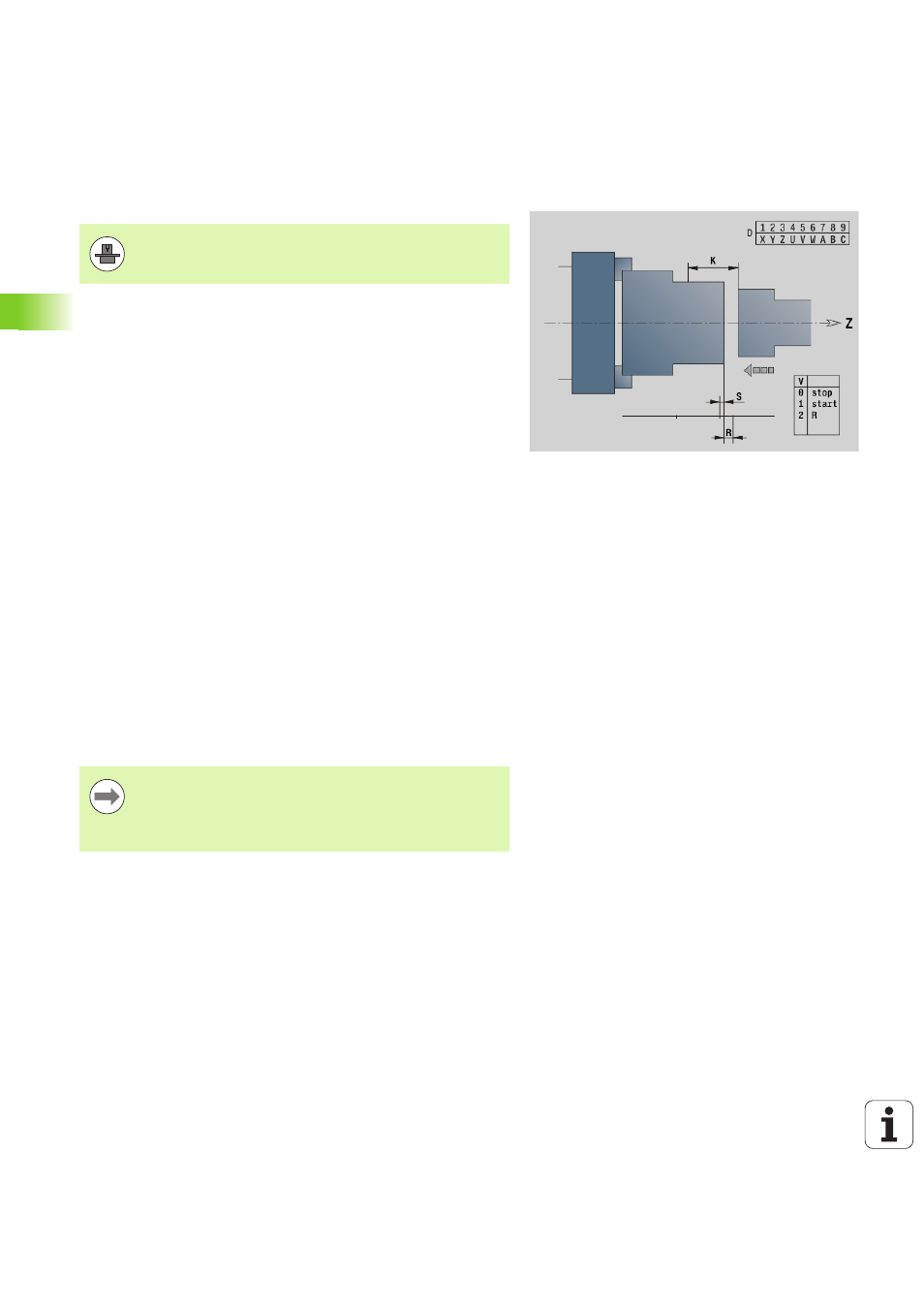
Traversing to a fixed stop G916
G916 activates the monitoring function for the traversing path and
moves to a fixed stop (example: transferring a premachined workpiece
to a second traveling spindle if you do not know the exact position of
the workpiece).
The control stops the slide and saves the stop position. G916
generates an interpreter stop.
The machine tool builder determines the scope of function
and behavior of G916. The machine manual provides
further information.
Parameters
H
Clamping force in daNewtons (1 daNewton = 10 newtons)
D
Axis number (X=1, Y=2, Z=3, U=4, V=5, W=6, A=7, B=8,
C=9)
K
Incremental distance
R
Return path of traverse
V
Type of departure
V=0: Stay at fixed stop
V=1: Return to start position
V=2: Retract by return path R
O
Error evaluation
O=0: Error evaluation in expert program
O=1: The control issues an error message
Lag error monitoring is not activated until the acceleration
phase has been completed.
The feed rate override is not effective during cycle
execution.