Icp contour milling in yz plane" unit, 3 units—milling in y axis – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 182
182
smart.Turn units for the Y axis
3.3 Units—Milling in Y axis
"ICP contour milling in YZ plane" unit
The unit mills the contour defined with ICP in the YZ plane.
Unit name: G840_Kon_Y_Mant / Cycle: G840 (see page 361)
Access to the technology database:
Machining operation: Finish milling
Affected parameters: F, S, FZ, P
Parameters on the Contour form
FK
NS
Starting block no. of contour
NE
End block no. of contour
X1
Milling top edge (diameter value)
P2
Depth of contour (radius value)
Parameters on the Cycle form
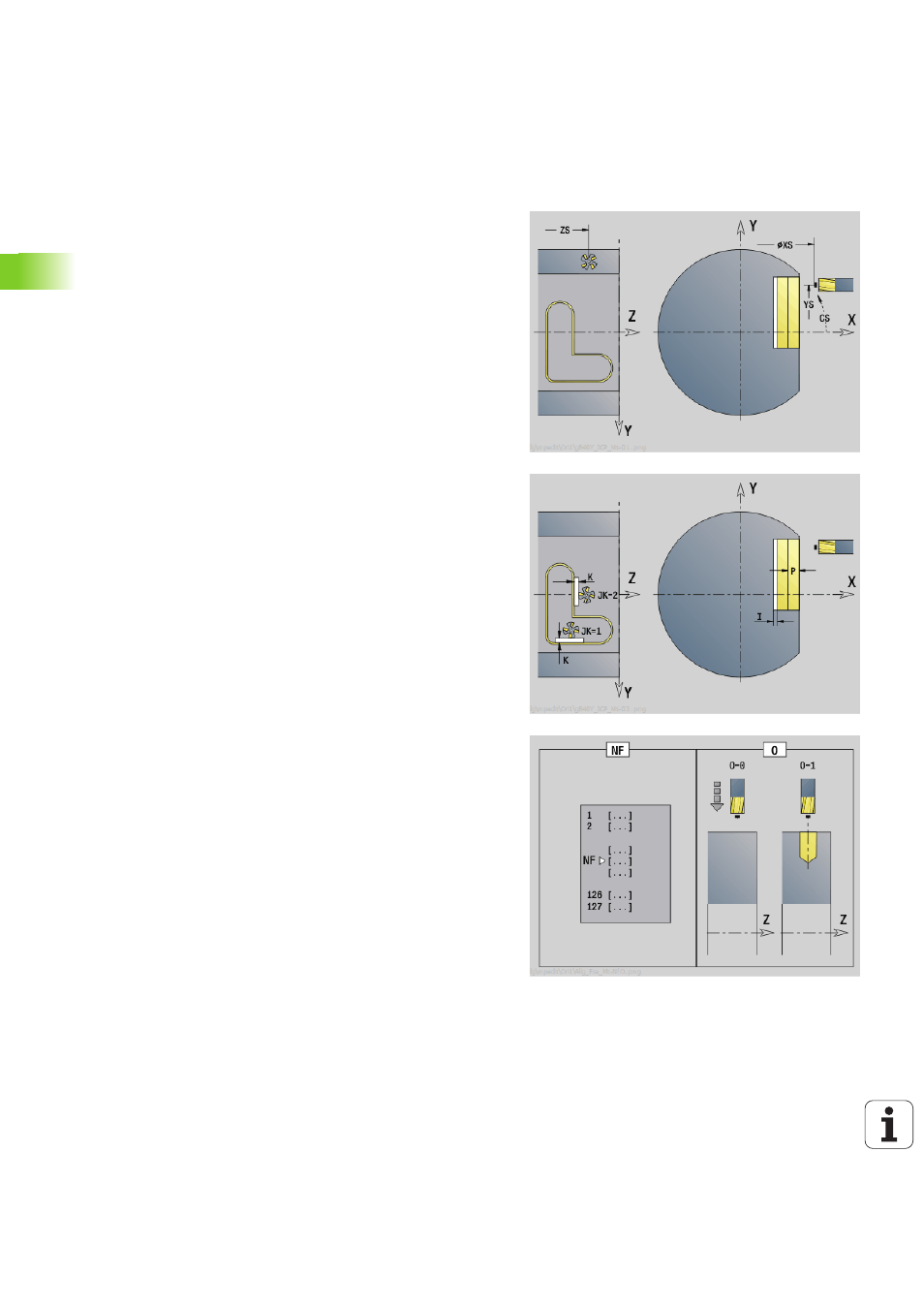
JK
Cutter position
JK=0: On the contour
JK=1, closed contour: Within the contour
JK=1, open contour: Left of the contour
JK=2, closed contour: Outside the contour
JK=2, open contour: Right of the contour
JK=3: Depending on H and MD
H
Cutting direction
0: Up-cut milling
1: Climb milling
P
Maximum infeed
I
Contour-parallel oversize
K
Infeed-direction oversize
FZ
Infeed rate
E
Reduced feed rate
R
Approach radius
O
Plunging behavior
0: Straight (vertical plunge)—The cycle moves the tool to
the starting point; the tool plunges at feed rate and mills
the contour.
1: In predrilling—The cycle positions the tool above the
hole; the tool plunges and mills the contour.
NF
Position mark (only if O=1)
RB
Retraction plane (diameter value)
Further forms: see page 60