Thread milling in yz plane g806 – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 542
542
DIN programming for the Y axis
6.7 Milling cy
cles f
o
r the Y axis
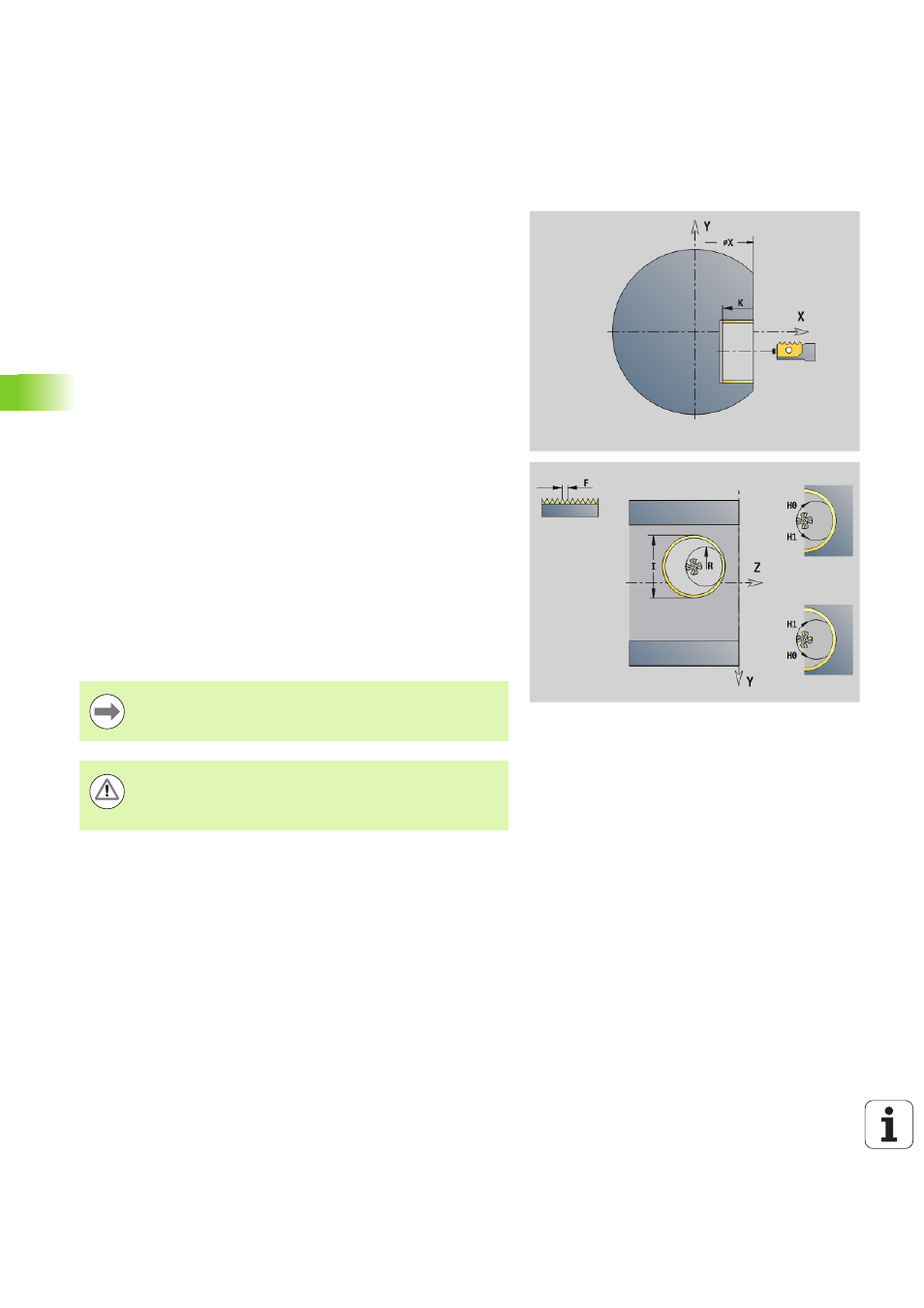
Thread milling in YZ plane G806
G806 mills a thread in existing holes.
Place the tool on the center of the hole before calling G799. The cycle
positions the tool on the end point of the thread within the hole. Then
the tool approaches on "approach radius R" and mills the thread. During
this, the tool advances by the thread pitch F. Following that, the cycle
retracts the tool and returns it to the starting point. With parameter V,
you can program whether the thread is to be milled in one rotation or,
with single-point tools, in several rotations.
Parameters
I
Thread diameter
X
Starting point in X
K
Thread depth
R
Approach radius
F
Thread pitch
J
Direction of thread (default: 0)
0: Right-hand thread
1: Left-hand thread
H
Cutting direction (default: 0)
0: Up-cut milling
1: Climb milling
V
Milling method
0: The thread is milled in a 360-degree helix
1: The thread is milled in several helical paths (single-point
tool)
Use thread-milling tools for cycle G806.
Danger of collision!
Be sure to consider the hole diameter and the diameter of
the milling cutter when programming "approach radius R."