Area milling, face g797, 26 milling cy cles – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 355
HEIDENHAIN MANUALplus 620, CNC PILOT 640
355
4.26 Milling cy
cles
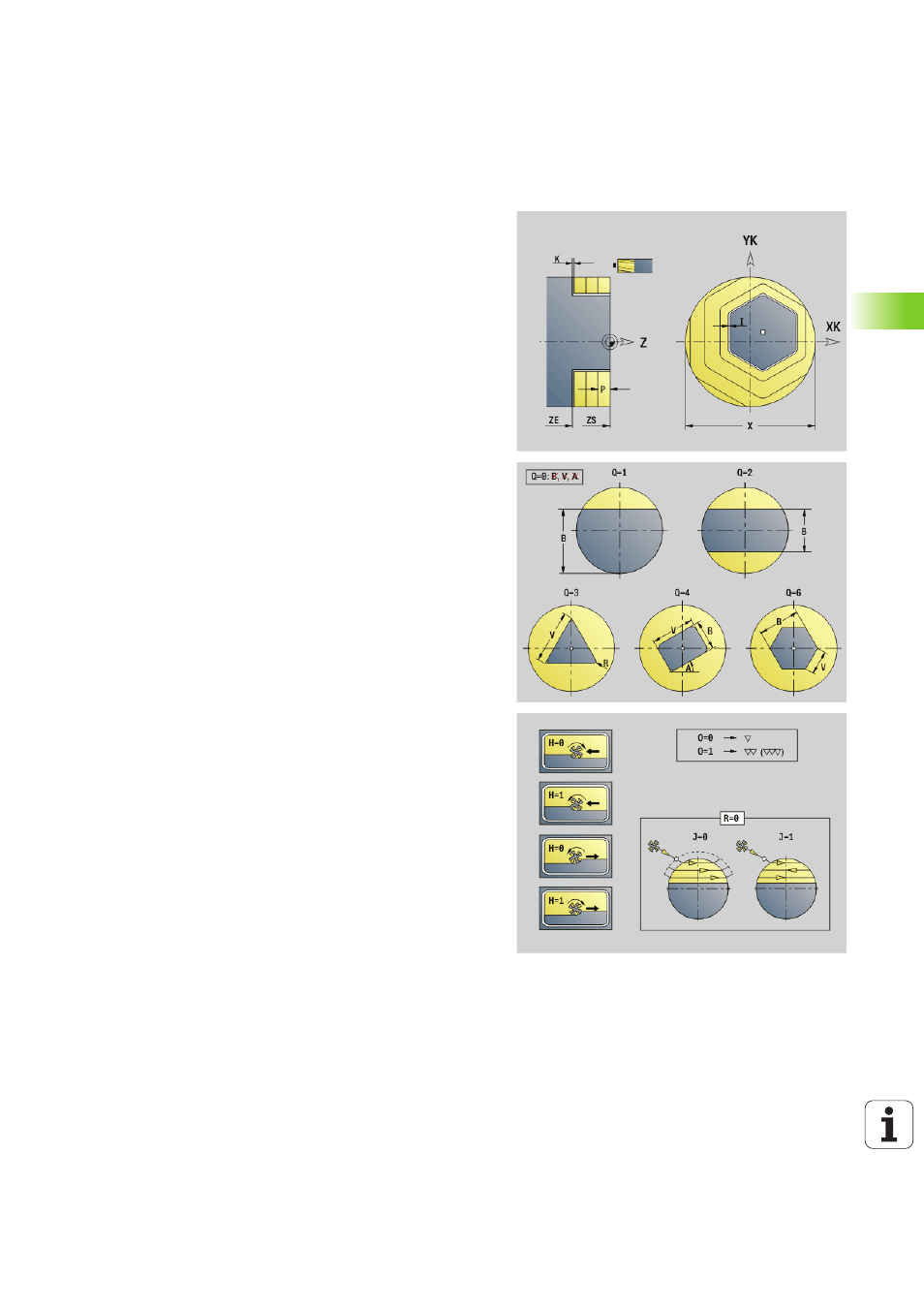
Area milling, face G797
Depending on Q, G797 mills surfaces, a polygon, or the figure defined
in the command following G797.
Parameters
ID
Milling contour—name of the contour to be milled
NS
Block number—beginning of contour section
Figures: Block number of the figure
Free closed contour: First contour element (not starting
point)
X
Limit diameter
ZS
Milling top edge
ZE
Milling floor
B
Width across flats (omit for Q=0): B defines the remaining
material. For an even number of surfaces, you can program B
as an alternative to V.
Q=1: B=residual depth
Q>=2: B=width across flats
V
Edge length (omitted for Q=0)
R
Chamfer/rounding
A
Inclination angle (reference: see help graphic)—omitted for
Q=0
Q
Number of surfaces (default: 0): Range: 0 <= Q <= 127
Q=0: G797 is followed by a figure definition (G301.. G307,
G80) or a closed contour definition (G100, G101 to G103,
G80)
Q=1: One surface
Q=2: Two surfaces offset by 180°
Q=3: Triangle
Q=4: Rectangle, square
Q>4: Polygon
P
Maximum approach (default: total depth in one infeed)
U
Overlap factor (default: 0.5): Minimum overlap of milling paths
= U*milling diameter
I
Contour-parallel oversize
K
Oversize Z
F
Infeed rate
E
Reduced feed rate for circular elements (default: current feed
rate)
H
Cutting direction (default: 0): The cutting direction can be
changed with H and the direction of tool rotation (see help
graphic)
0: Up-cut milling
1: Climb milling