Ivoclar Vivadent IPS Empress CAD Chairside - de-en-es-it-ru User Manual
Page 85
37
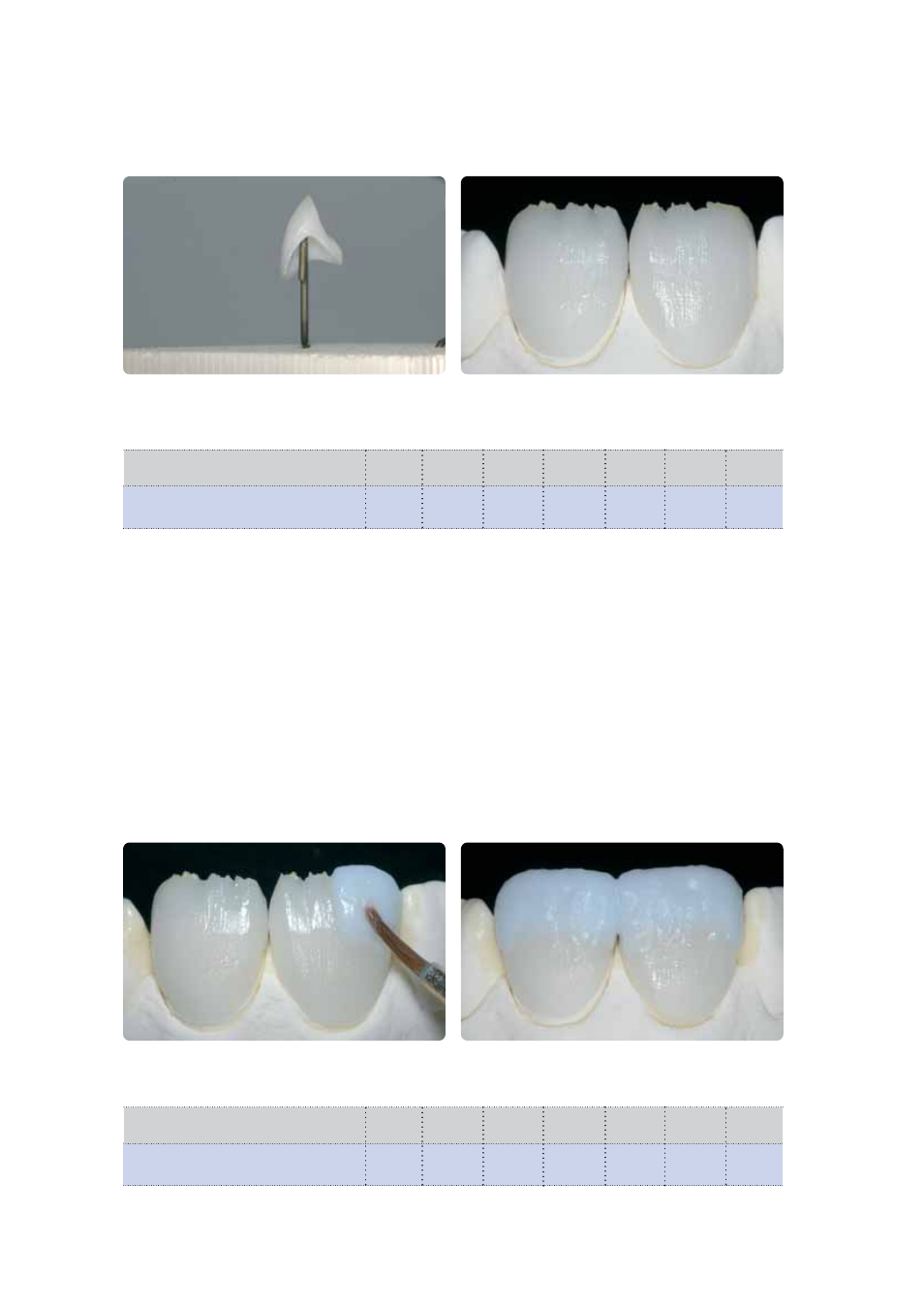
Place restorations on the honey-comb firing tray and fire.
Build up the materials in accordance with the reduction.
For a life-like incisal third, combine various materials and layer.
Firing parameters for the Wash firing
(note the temperature control)
IPS Empress CAD with
B
S
t
➚
T H
V
1
V
2
IPS Empress Esthetic Veneer
Wash firing
403°C
4'
60°C
840°C
2'
450°C
839°C
757°F
4'
108°F
1544°F
2'
842°F
1543°F
Firing parameters for the 1
st
Incisal/Transpa firing
(note the temperature control)
IPS Empress CAD with
B
S
t
➚
T H
V
1
V
2
IPS Empress Esthetic Veneer
1
st
Incisal/Transpa firing
403°C
4'
60°C
830°C
2'
450°C
829°C
757°F
4'
108°F
1526°F
2'
842°F
1525°F
1
st
Incisal/Transpa firing with IPS Empress Esthetic Veneer
The incisal third is built-up according to the silicone key. The matching layering materials are listed in the Combination
Table on Page 44. The following working procedure should be observed:
– Mix IPS Empress Esthetic Veneer ceramic materials with the IPS Empress Esthetic Veneer Build-Up Liquid.
– The mixed material should demonstrate good stability. If this is not the case, either too much or too little Build-Up Liquid
was added.
– Build up the materials in accordance with the reduction using a ceramic brush.
– If a life-like incisal third is desired, various materials maybe combined and layered.
– Once the tooth shape has been completed, allow the ceramic material to dry for a short period of time.
– Place veneers and anterior crowns on the honey-comb firing tray with the help of metal pins. Additionally support the
veneers with a small amount of IPS Object Fix.
B = Stand-by temperature °C / °F
S = Closing time/minutes
t
➚
= Temperature increase rate °C/min. / °F/min.
T = Firing temperature °C / °F
H = Holding time / min.
V
1
= Vacuum-on temperature °C / °F
V
2
= Vacuum-off temperature °C / °F
B = Stand-by temperature °C / °F
S = Closing time/minutes
t
➚
= Temperature increase rate °C/min. / °F/min.
T = Firing temperature °C / °F
H = Holding time / min.
V
1
= Vacuum-on temperature °C / °F
V
2
= Vacuum-off temperature °C / °F