Hypertherm V9 Series Phoenix Rev.11 User Manual
Page 83
Phoenix 9.76.0 Installation and Setup Manual 806410
83
2 – Machine Setup
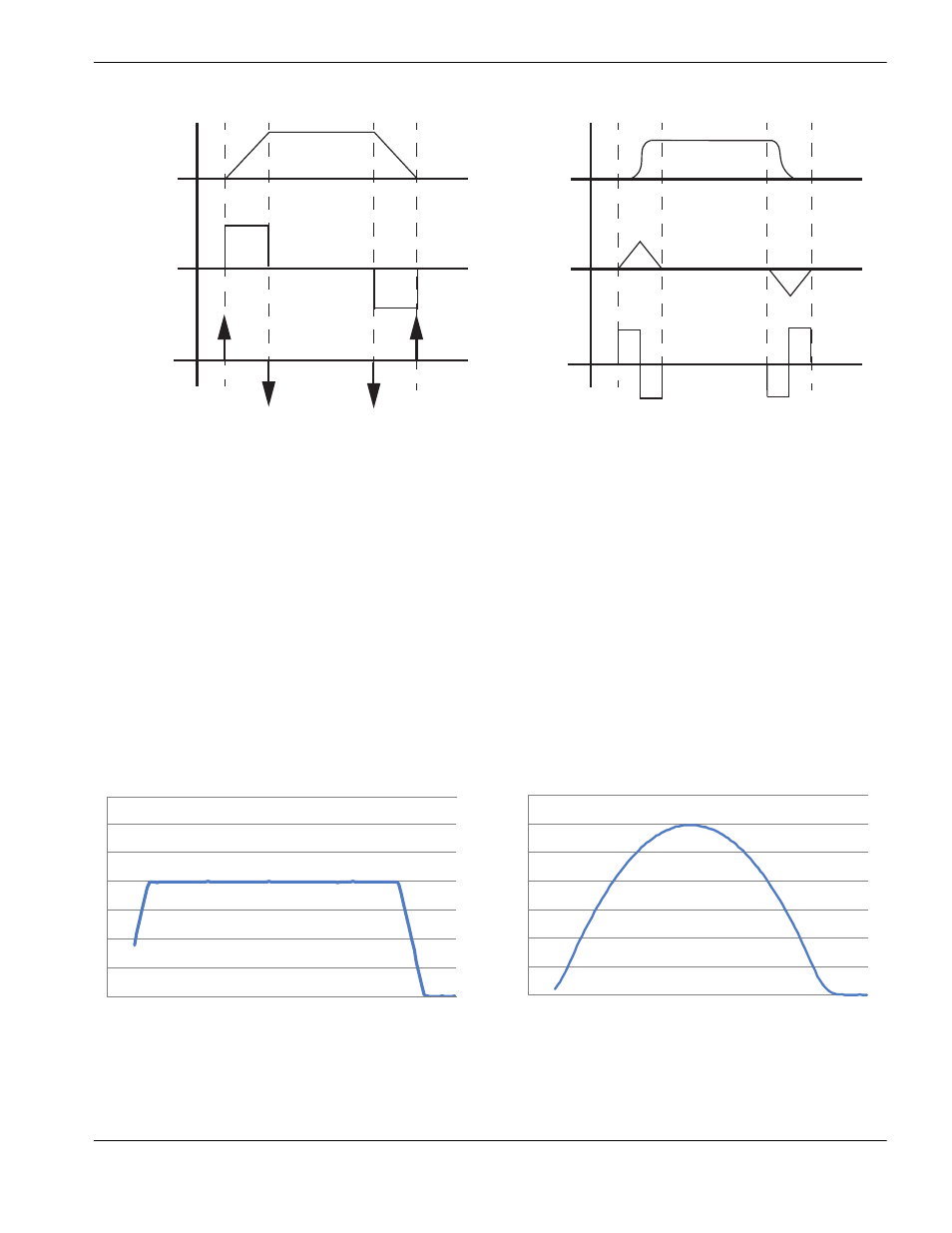
The typical implementation of S-curve motion uses the same peak acceleration as trapezoidal acceleration and results in
smoother acceleration. However, this implementation takes more time to reach the desired acceleration rate and more
time to complete a specific motion.
In Hypertherm’s implementation of S-curve, the CNC uses the same average acceleration rate that was selected for
trapezoidal acceleration but uses a peak acceleration that is 50% higher than the average acceleration setting. Increasing
the peak acceleration allows S-curve acceleration to execute a segment in the same amount of time as trapezoidal
acceleration.
As an example, if 40 mG average acceleration has been selected for trapezoidal motion, when S-curve motion is turned
on, the table still accelerates at an average rate of 40 mG but the peak rate of acceleration will reach 60 mG.
Velocity
Acceleration
Jerk
Time
Time
Time
Time
Time
Time
Velocity
Acceleration
Jerk
Trapezoidal
S Curve
Acceleration (mG)
Trapezoidal motion
S-curve motion
40
80
120
160
200
240
40
80
120
160
200
240
Time
(mSec)
70
60
50
40
30
20
10