Oxyfuel overview – Hypertherm V9 Series Phoenix Rev.11 User Manual
Page 260
260
Phoenix 9.76.0 Installation and Setup Manual 806410
15 – Oxyfuel Application
Oxyfuel overview
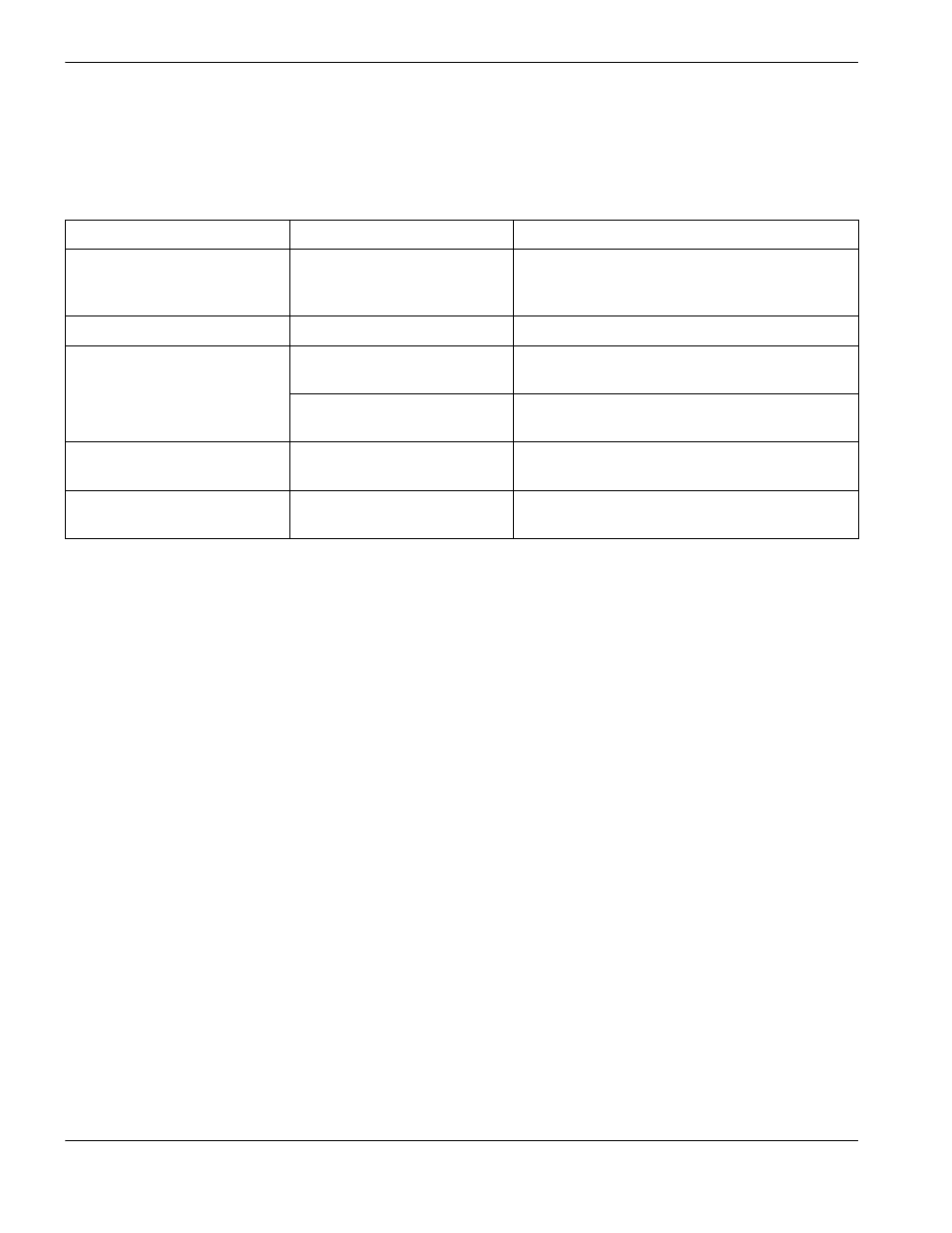
Hypertherm CNCs provide an oxyfuel process that controls fuel gas, pierce-oxygen, and cut-oxygen in several stages.
These stages activate outputs to run an oxyfuel cutting system. The CNC executes the oxyfuel cut sequence in this order
for each cut. The stages are controlled with timers set on the Oxyfuel Process screen.
Note: The Preheat Control output is for use in a system where a low preheat fuel gas channel is not available and
one output controls the preheat fuel gas. Use Preheat Control instead of High Preheat Control in this type of
system. See
Low preheat fuel gas options later in this section for more information.
Stage
Output
Definition
Cycle Start
None
Starts the oxyfuel sequence. Upon cycle start, the
torch moves to the first pierce point in the part
program.
Ignite torch.
Torch Ignition
Operates an igniter circuit used to ignite the torch.
Preheat the workpiece.
Low Preheat Control
Turns on the low pressure fuel gas used to ignite
the torch.
High Preheat Control
Turns on the high pressure fuel gas used to preheat
the workpiece and assist in cutting.
Pierce the workpiece.
Pierce Control
Turns on the pierce oxygen, a low pressure oxygen
channel that accelerates the preheat process.
Cut the workpiece.
Cut Control
Turns on the cut oxygen, a high pressure oxygen
channel for cutting the workpiece.