Waterjet i/o – Hypertherm V9 Series Phoenix Rev.11 User Manual
Page 286
286
Phoenix 9.76.0 Installation and Setup Manual 806410
16 – Waterjet Application
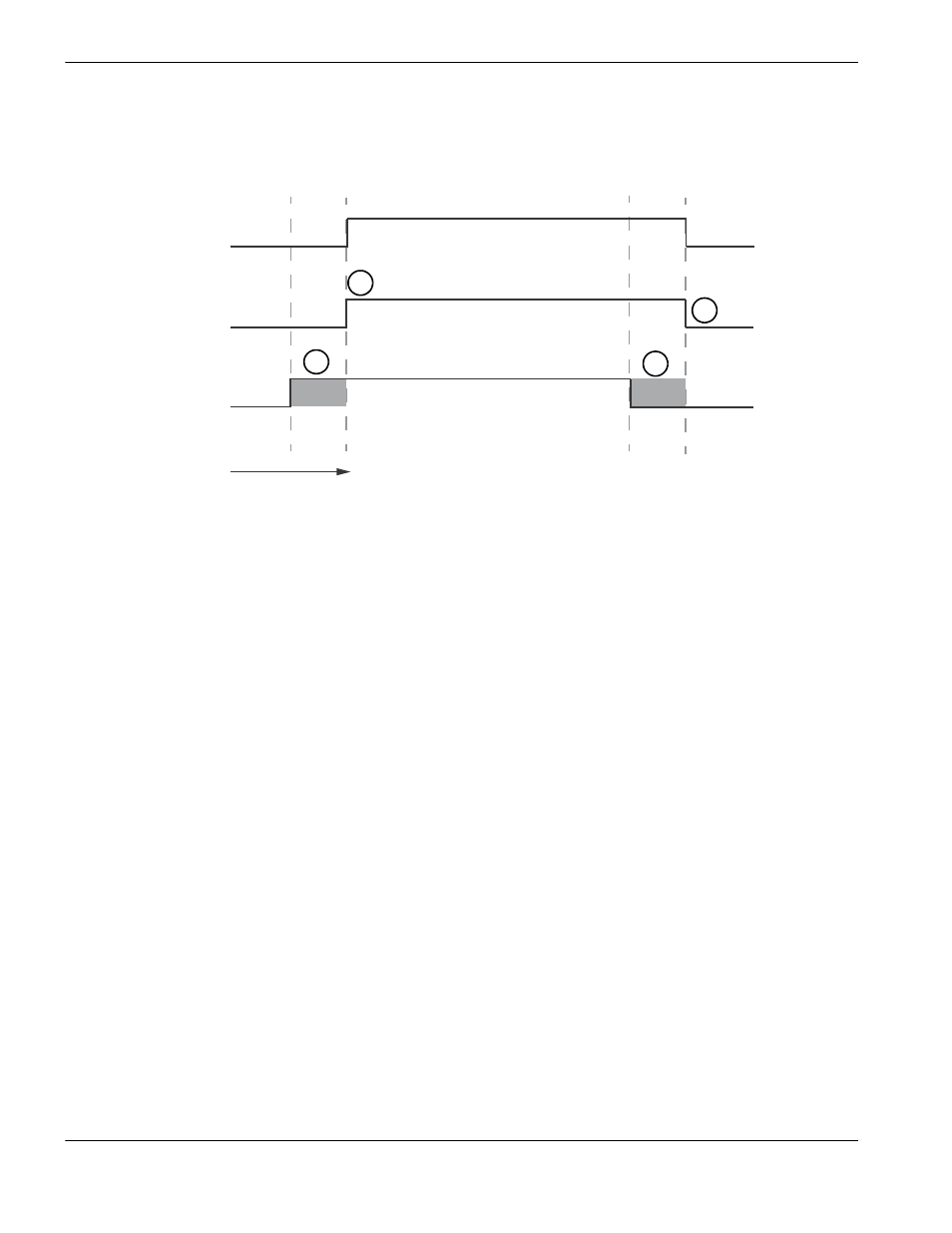
The next timing diagram shows an example of a negative Abrasive On Delay and negative Abrasive Off Delay of one
second each. Use the negative Abrasive On/Off delays for special applications that require the abrasive flow to start or
stop before the water flow.
Waterjet I/O
Waterjet cutting uses the following I/O points. Assign the I/O points in the I/O screen (Setups > Password > Machine
Setups > I/O).
Cut Control: This output starts water flow to the cutting head and is activated by the CNC when it executes the M07
code (Cut On) in the part program (after the Head Down timer elapses). Connect an output from the CNC
to a solenoid valve on the waterjet cutting head.
Abrasive Control: This output starts abrasive flowing to the cutting head and is activated when:
Abrasive Flow is set to ON in the Waterjet Cut Chart screen
M07 executes in the part program.
Abrasive On Delay timer elapses if set.
Connect an output from the CNC (HyPath or Picopath) or the SERCOS drive to a solenoid valve on the
abrasive regulator.
Torch Down and Torch Up: These outputs connect to relays on the lifter and are controlled by the Head Down and
Head up timers on the Waterjet Process screen.
M07
M08
Cut Control output
(water on)
Abrasive Control
output (abrasive on)
1
2
3
4
Time
Machine motion
1 sec
1 sec
1
Abrasive On Delay (-) starts abrasive before water
flow.
2
Cut Control (water flow) turns on after Abrasive On
Delay elapses.
3
Abrasive off Delay (-) turns off abrasive before the
end of cut (M08)
4
Cut Control turns off after Abrasive Off Delay
elapses.