Plasma cut sequence – Hypertherm V9 Series Phoenix Rev.11 User Manual
Page 155
Phoenix 9.76.0 Installation and Setup Manual 806410
155
7 – Plasma Setup
Plasma cut sequence
In most cutting systems, a torch height control (THC) manages the signals between the CNC and the plasma supply. The
sequence that follows assumes a THC is part of the cutting system. When a signal is sent to the plasma supply, it
typically passes through a THC, but the signal is the same.
Hypertherm CNCs execute the plasma cut sequence in these basic steps.
1. The CNC sends the Cut Control output signal to the plasma supply. Cut Control connects to the Start input on the
plasma supply.
2. When the plasma supply transfers an arc, it sends the Motion output signal to the CNC. Motion is connected to the
Cut Sense input on the CNC.
3. While waiting for the cut sense input to turn on, the CNC displays the message “Waiting for Arc On.” When the Cut
Sense input on the CNC turns on, the CNC initiates motion.
The Cut Control output and Cut Sense input are the minimum I/O signals needed in a plasma cutting system. The CNC
provides additional I/O for torch height controls (THCs), for multiple-torch applications, and to enable features that
reduce the cycle time between parts.
The following plasma sequence assumes the use of the Sensor THC. When using a torch height control from another
manufacturer, the CNC provides a series of timers to control I/O to lower and raise the torch. For more information on
using the timers for a torch height control, see
Section 7 Process setup in the Phoenix Operator’s Manual (806400).
The CNC identifies each state of the cut sequence with a status message below the part preview area of the Main
screen.
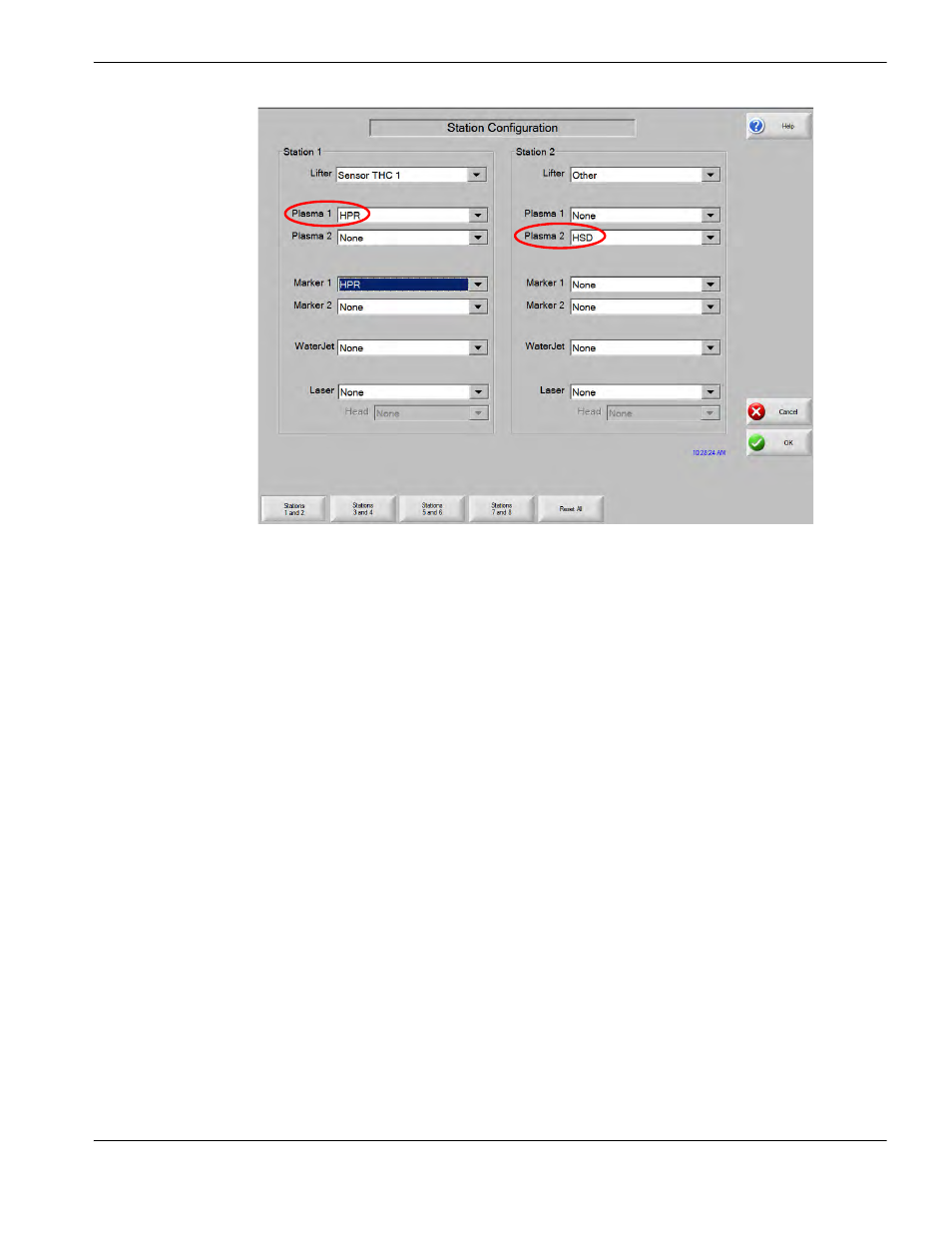
Plasma 1 and
Plasma 2 are
required when the
cutting system
supports two
different plasma
supplies.