Hypertherm V9 Series Phoenix Rev.11 User Manual
Page 285
Phoenix 9.76.0 Installation and Setup Manual 806410
285
16 – Waterjet Application
State and status message:
Piercing
Initiated when: The CNC begins the pierce routine after the Pierce Motion Delay elapses. The pierce
routine is specified in either the part program or in the cut chart. The CNC continues the pierce routine until
the Pierce Time elapses.
The HyPrecision waterjet cut charts provided on the CNC include four styles of piercing: Dynamic, Wiggle,
Circular, and Stationary. Dynamic, Wiggle, and Circular pierces are all moving pierces. Dynamic pierce cuts
along the part lead-in for the pierce time. Wiggle and Circular pierces cut along a displacement distance or
diameter, then move to the beginning of the lead-in or part cut path. See the
Phoenix Operator Manual
(806400) for more information about piercing.
State and status message:
Cutting
Initiated when: The Pierce Time elapses and the cutting system accelerates to Cut Speed.
State and status message:
Abrasive Off Delay or Water Off Delay.
Initiated when: The CNC executes the M08 code (Cut Off) in the part program. Abrasive Off Delay and
Water Off Delay timers run concurrently. Abrasive Control output turns off when the Abrasive Off Delay
elapses. Cut Control output turns off when Water Off delay elapses.
State and Status message:
Head Up
Initiated when: The CNC turns off the Cut Control output.
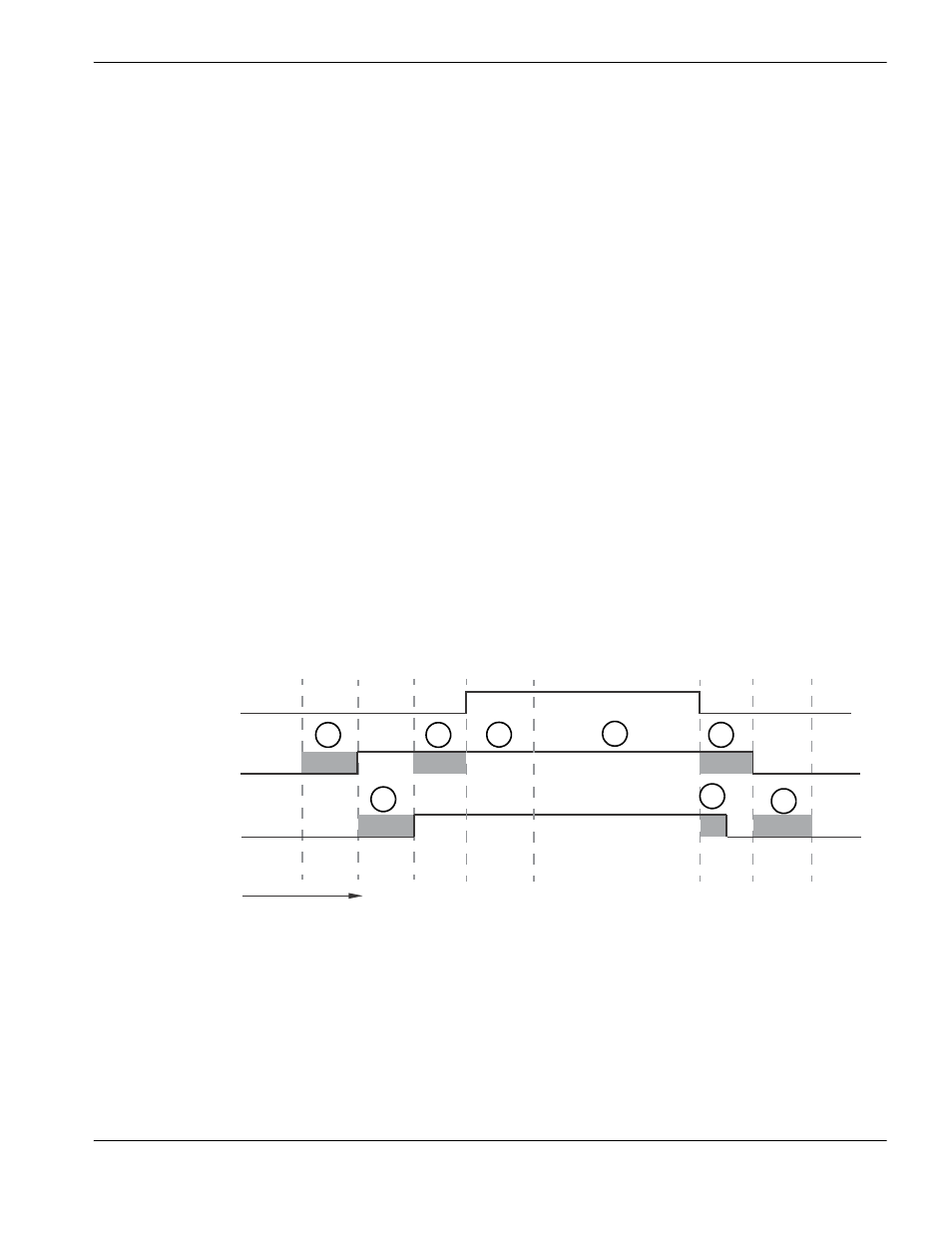
The timing diagram below shows the relationship of the timers to the Cut Control output (which turns on water flow), and
the Abrasive Control output (which turns on abrasive flow).
M07
M08
Cut Control output
(water on)
Abrasive Control
output (abrasive on)
Time
1
2
3
4
5
6
7
8
Machine motion
1
Head down time
2
Abrasive On Delay time (+)
3
Pierce Motion Delay time
4
Pierce Time (set on the cut chart)
5
Cutting motion
6
Water Off Delay (+) (runs concurrently with the
Abrasive Off Delay).
7
Abrasive Off Delay (+)
8
Head Up time