I/o selection for the maxpro200 – Hypertherm V9 Series Phoenix Rev.11 User Manual
Page 170
170
Phoenix 9.76.0 Installation and Setup Manual 806410
7 – Plasma Setup
Note: Before connecting the MAXPRO200 to the Hypertherm EDGE Pro CNC, be sure to set the serial isolation
board to RS-422. Refer to the
EDGE Pro Shape Cutting Control Instruction Manual (806360) for more
information.
1. Choose Setups > Password and enter your password to open the Machine Setups screen.
2. Choose the Ports soft key.
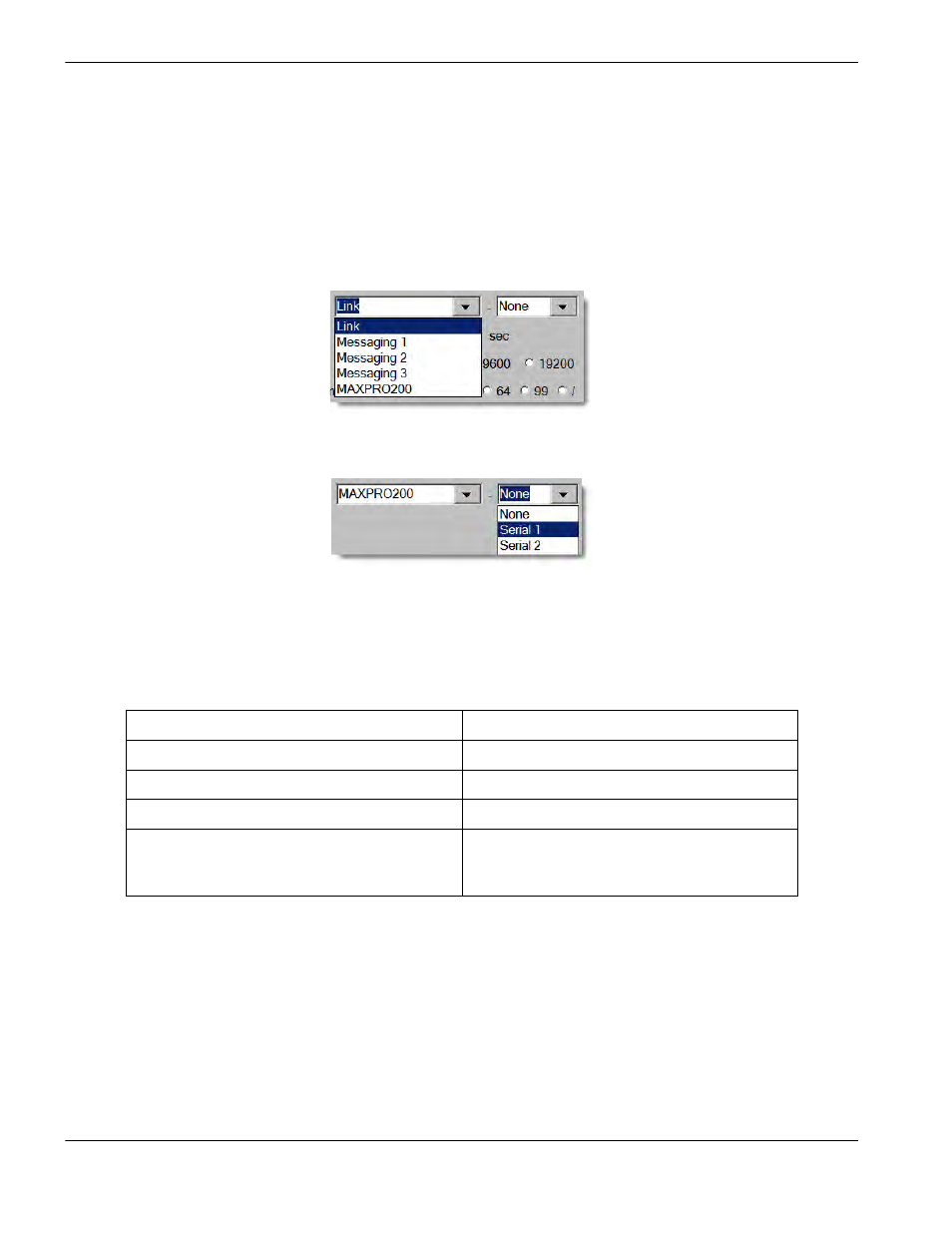
3. Choose MAXPRO200 from the left-most drop-down list at the top of the screen.
4. Choose the serial port for the MAXPRO200 in the right-most drop-down list.
5. Choose OK to save the settings and exit the screen.
I/O selection for the MAXPRO200
The following table shows the MAXPRO200 signals and the input and output to which the signals are assigned.
Phoenix can control the MAXPRO200 signals for start input, motion output, and hold ignition, as follows:
1. Choose Setups > Machine Setups > I/O.
2. Under Inputs, choose the input number to which the MAXPRO200 plasma start signal is wired.
3. Choose Cut Sense 1 (or Cut Sense 2) as the function for the input. This signal indicates the plasma system will fire
an arc.
4. Under Outputs, choose the output number to which the MAXPRO200 machine motion signal is wired.
MAXPRO200 signal
Phoenix I/O function
Plasma start
Cut Sense 1 or 2 input
Machine motion
Cut Control 1 or 2 output
Hold ignition
Hold Ignition output
System errors
Not used by Hypertherm CNCs. MAXPRO200
communicates errors to the CNC through the
serial port.